Skip to content
Skip to content 







Why we choose PLA material?
PLA is a transparent, non-toxic, and biodegradable environmentally friendly material, made from renewable resources and commonly used in the production of the following products:
Due to its good transparency and biodegradability, PLA material has become a popular choice for many environmentally friendly catering enterprises to produce disposable tableware such as plates, knives, forks, spoons, bowls, cups, straws, etc; Packaging film for fruits, vegetables, cooked food, candies, snacks and other foods; Packaging containers such as takeaway food boxes, takeaway bags, and ready to eat packaging bags; Used for transparent packaging boxes of cold drinks or fruit salads, beverage bottles, juice bottles, etc. PLA bottles, although not as strong as PET bottles, are suitable for packaging low-temperature, non carbonated beverages; Surgical kits, disposable syringes, wound dressings, drug packaging and other medical and hygiene products, PLA’s biocompatibility makes it have certain applications in the medical field.
In summary, PLA’s versatility, biodegradability, and environmentally friendly properties make it an ideal choice for a wide range of products, particularly those used in the food service, packaging, and medical industries.
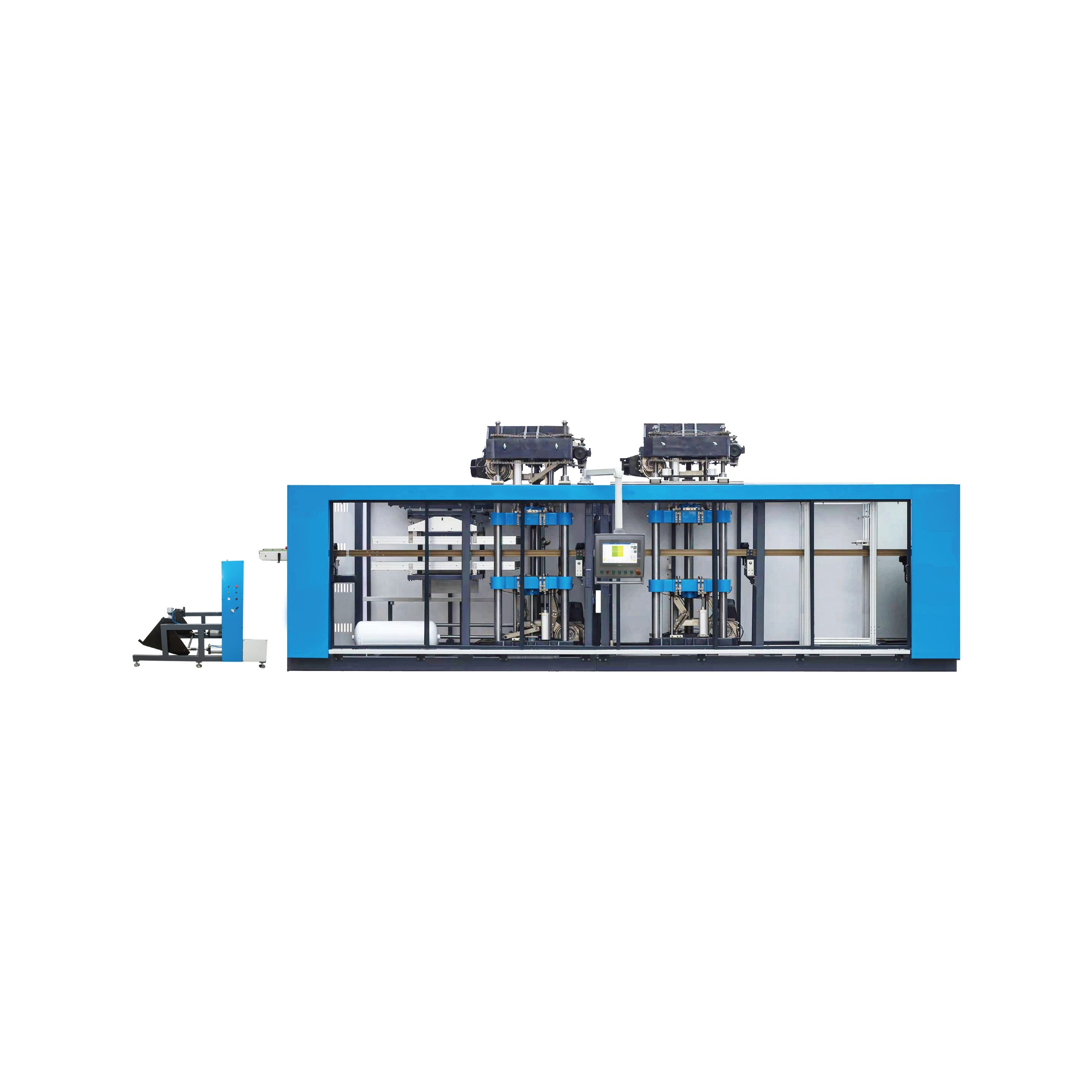
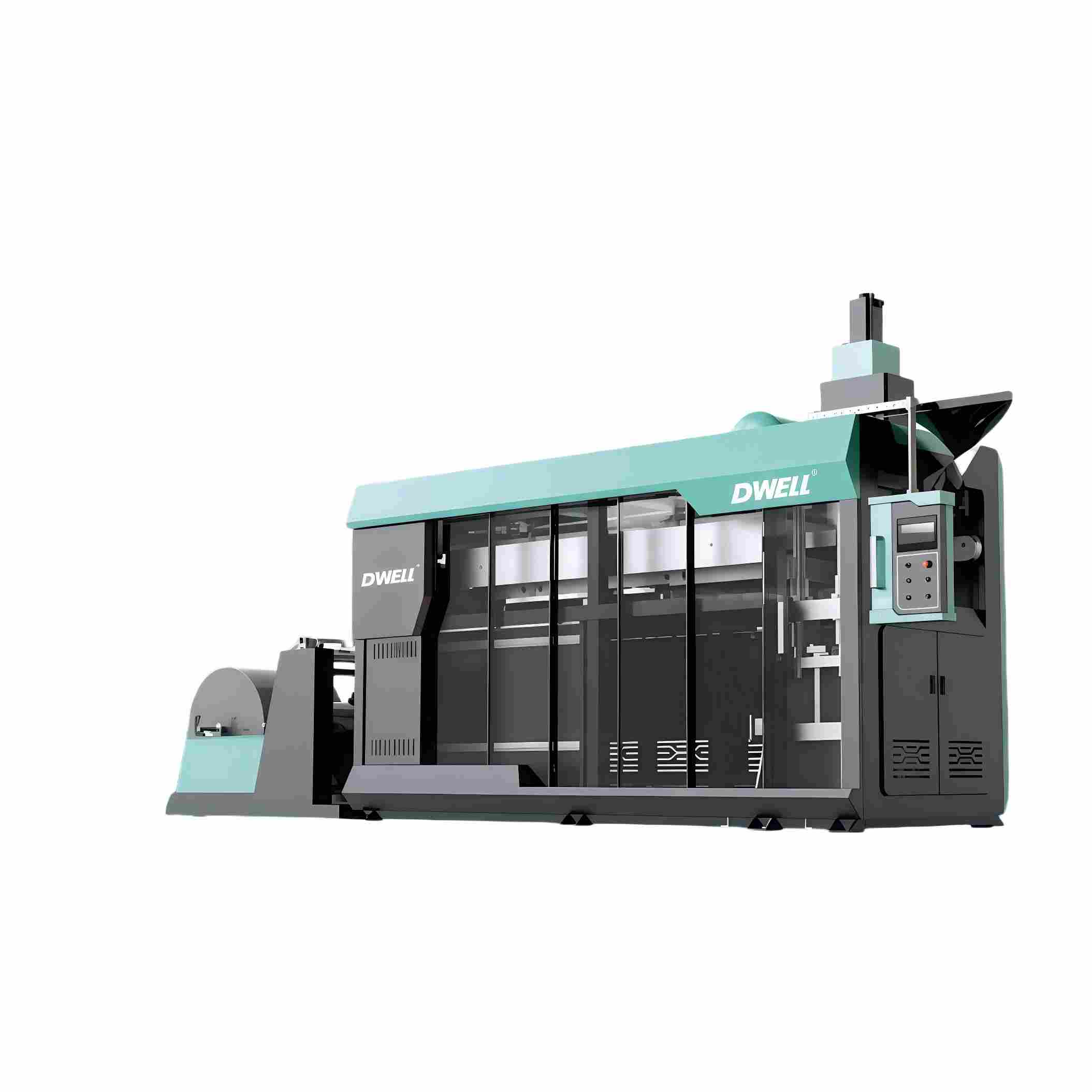
Why choose our extrusion line machine?
High Automation:
The PLA extrusion production line features modern design principles and is equipped with an advanced automation control system. Through computer-programmed control, the entire production process—including parameters such as temperature, speed, and pressure—can be automatically adjusted, enhancing production stability and efficiency.
Energy-Efficient and Environmentally Friendly:
The line incorporates optimized design and efficient heating and cooling technologies to minimize energy consumption. A waste recycling system is also implemented to recover offcuts and defective plastic during production, reprocessing them into new raw materials. This reduces resource waste and contributes to environmental protection.
High Flexibility and Multifunctionality:
The production line is equipped with various auxiliary devices, such as mixers, die heads, cooling systems, traction units, and winding equipment, allowing for the production of different types of packaging materials (e.g., films, bags, sheets, etc.). The die heads and accessories can be quickly changed to accommodate different product requirements, improving the flexibility of the line. Additionally, the equipment supports features such as biaxial stretching and co-extrusion, enabling the production of multi-layered packaging materials that enhance both performance and adaptability when using materials with different colors and properties.
Consistent Product Quality and Stability:
Thanks to precise extrusion processes and high-quality equipment, the plastic packaging materials produced exhibit uniform thickness, stable dimensions, and smooth surfaces, meeting the high-quality standards required for premium packaging applications.
Adjustability and Customization:
The production line allows for the adjustment of material thickness, strength, transparency, and other parameters according to customer specifications, catering to the diverse needs of various packaging types.
Easy Maintenance:
The equipment is designed for easy daily maintenance and upkeep, minimizing downtime and ensuring consistent operation throughout the production process.
Purchase and installation
After receiving the delivered Goods the Buyer is obliged to prepare, obtained equipment and applicable lodgment for its installation. Then in written form to inform the Seller on readiness of the equipment for chief- equipment installation, set-up and adjusting.
After the coordination between the Seller and the Buyer the time of visit technical specialists of the Seller for participation in chief – equipment installation, set-up and adjusting, the Buyer makes out the prompt for technical specialists of the Seller and renders by their visas support for arrange of the entrance visas in country of the Buyer. The cost caused by the seller’s expert in customer’s country (including shuttle trip ticket between China and the Buyer’s, inland traffic, medicine cost, insurance, lodging, dinner) will be covered by the Buyer. The time of installation, testing running and training will be free of charge within 3- 4 weeks.
During chief – equipment installation the Seller will conduct training of the technical specialists of the Buyer to the operating regulations, service and maintenance of the equipment.
Common faults and maintenance methods of plastic extruders
1.The temperature rise of the main motor bearing is too high:
Reason: Poor bearing lubrication or severe bearing wear.
Repair method: Check and add lubricant, inspect motor bearings, and replace bearings if necessary.
2.Unstable head pressure:
Reason: The main motor speed is uneven or the feeding motor speed is uneven, resulting in fluctuations in the feeding amount.
Repair method: Check the main motor control system and bearings, and inspect the feeding system motor and control system.
3.Low lubricating oil pressure:
Reason: The pressure setting value of the lubricating oil system pressure regulating valve is too low, the oil pump is faulty or the suction pipe is blocked.
Repair method: Check and adjust the pressure regulating valve of the lubricating oil system, and inspect the oil pump and suction pipe.
4.Slow or ineffective speed of automatic screen changing device:
Reason: Low air or oil pressure, cylinder leakage or hydraulic station leakage.
Repair method: Check the power system of the screen replacement device and inspect the sealing condition of the cylinder or hydraulic cylinder.
5.The safety pin or safety key is cut off:
Reason: The squeezing system has excessive torque, and the main motor is not concentric with the input bearing connection.
Repair method: Check if there is any metal or other object entering the clamping screw of the extrusion system, and adjust the main motor.
6.Sudden decrease in extrusion volume:
Reason: The feeding system has malfunctioned or there is no material in the hopper, causing the extrusion system to get stuck in the screw due to hard objects entering.
Repair method: Check the material level of the feeding system or hopper, and clean the extrusion system.
7.Unstable host current:
Reason: Uneven feeding, damaged or poorly lubricated main motor bearings, malfunctioning or non heating of a certain section of the heater, incorrect screw adjustment pad or phase, component interference.
Repair method: Check the feeder, troubleshoot, repair the main motor, replace the bearings if necessary, check if each heater is working properly, replace the heater if necessary, check the adjustment pad, pull out the screw to check for interference.
8.The main motor cannot start:
Reason: There is an error in the driving program, there is a problem with the main motor thread, the fuse is burnt out, and the interlocking device related to the main motor is working.
Repair method: Check the program, restart in the correct driving sequence, check the main motor circuit, check if the lubricating oil pump is started, check the status of the interlock device related to the main motor, check if the emergency button is reset, if the induction power of the frequency converter is not fully discharged, turn off the main power supply and wait for 5 minutes before restarting.
9.Poor or blocked discharge from the machine head:
Reason: A certain section of the heater is not working, the material is poorly plasticized, the operating temperature is set too low, or the molecular weight distribution of the plastic is wide and unstable, which may contain foreign objects that are not easily melted.
Repair method: Check the heater, replace it if necessary, verify the set temperature of each section, consult with the technician if necessary, increase the temperature set value, clean and inspect the extrusion system and machine head.
10.Main power starting current too high:
Reason: Insufficient heating time, high torque, and a certain section of the heater not working.
Repair method: When driving, use a hand crank. If it is not easy, extend the heating time or check whether each section of the heater is working properly.
11.The main motor emits an abnormal sound:
Reason: The main motor bearing is damaged, and one of the thyristors in the main motor thyristor rectifier circuit is damaged.
Repair method: Replace the main motor bearings, check the thyristor rectifier circuit, and replace the thyristor components if necessary. twelve thousand three hundred and forty-five When carrying out maintenance, it should be ensured that the extruder has stopped running and the power supply has been disconnected to ensure the safety of the operator. For complex faults, it is recommended to contact professional maintenance personnel for inspection and repair.