Saltar para o conteúdo
Saltar para o conteúdo 







Porque é que escolhemos o material PLA?
O PLA é um material transparente, não tóxico e biodegradável, amigo do ambiente, fabricado a partir de recursos renováveis e normalmente utilizado no fabrico dos seguintes produtos
Devido à sua boa transparência e biodegradabilidade, o material PLA tornou-se uma escolha popular para muitas empresas de restauração amigas do ambiente produzirem louça descartável, como pratos, facas, garfos, colheres, tigelas, copos, palhinhas, etc.; película de embalagem para frutas, legumes, alimentos cozinhados, doces, snacks e outros alimentos; recipientes de embalagem, como caixas de comida para levar, sacos para levar e sacos de embalagem prontos a comer; utilizado para caixas de embalagem transparentes de bebidas frias ou saladas de fruta, garrafas de bebidas, garrafas de sumo, etc. As garrafas de PLA, apesar de não serem tão resistentes como as garrafas PET, são adequadas para embalar bebidas não gaseificadas a baixa temperatura; kits cirúrgicos, seringas descartáveis, pensos para feridas, embalagens de medicamentos e outros produtos médicos e de higiene, a biocompatibilidade do PLA faz com que tenha certas aplicações no domínio médico.
Em resumo, o PLA'A versatilidade, a biodegradabilidade e as propriedades amigas do ambiente do produto fazem dele a escolha ideal para uma vasta gama de produtos, particularmente os utilizados nas indústrias alimentar, de embalagens e médica.
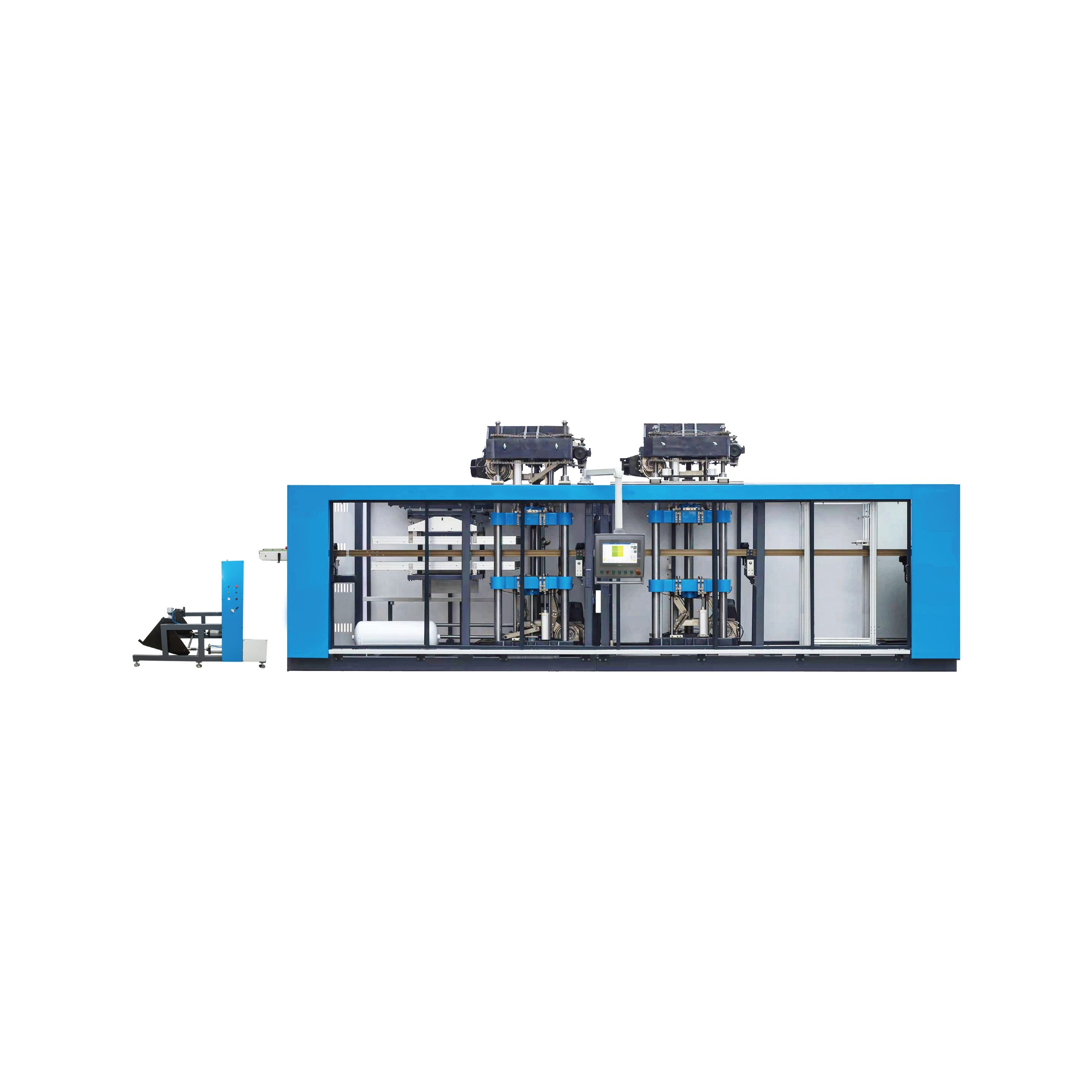
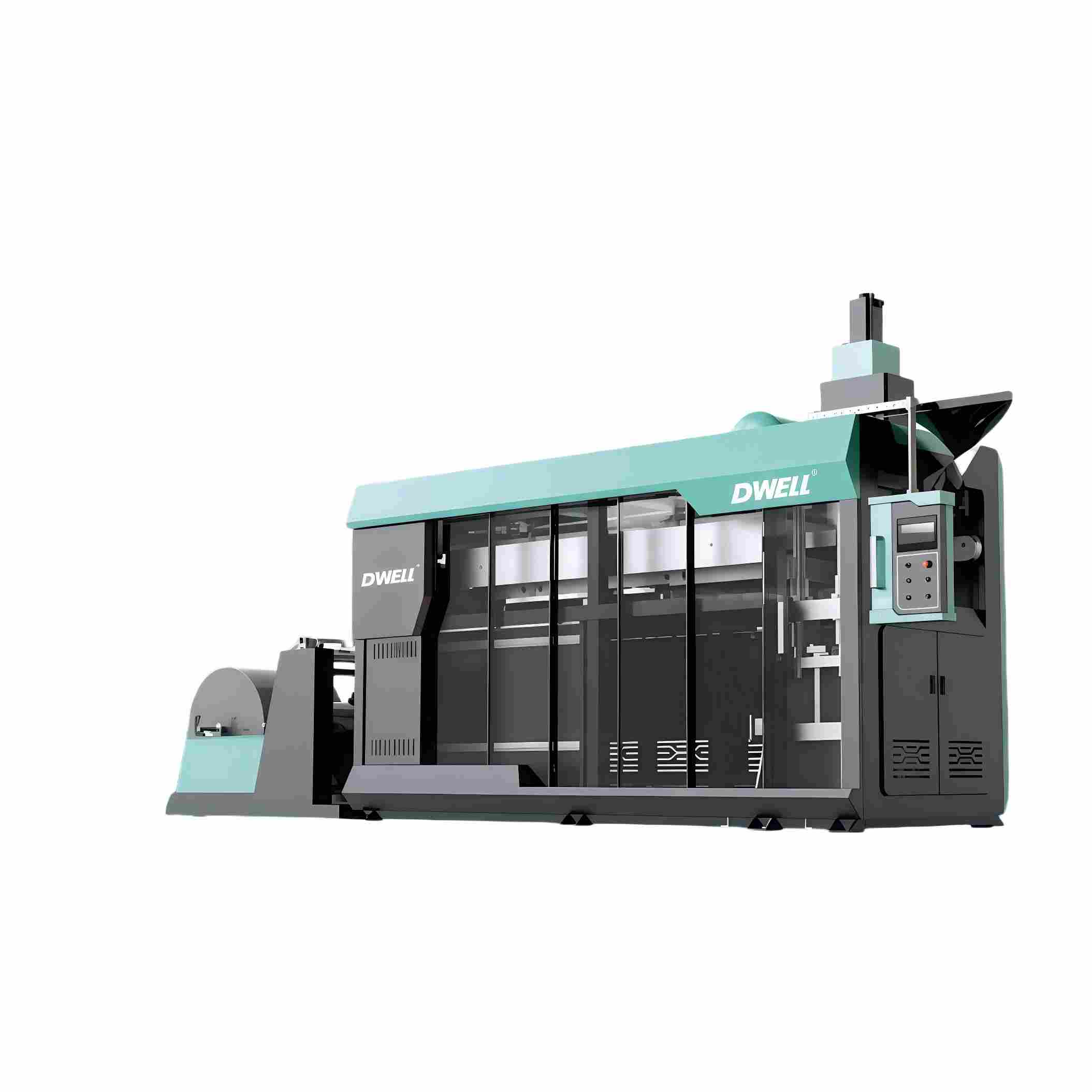
Porquê escolher a nossa máquina de linha de extrusão?
Automação elevada:
A linha de produção de extrusão de PLA apresenta princípios de design modernos e está equipada com um sistema de controlo de automação avançado. Através do controlo programado por computador, todo o processo de produção - incluindo parâmetros como a temperatura, a velocidade e a pressão - pode ser ajustado automaticamente, aumentando a estabilidade e a eficiência da produção.
Eficiente em termos energéticos e amigo do ambiente:
A linha incorpora um design optimizado e tecnologias eficientes de aquecimento e arrefecimento para minimizar o consumo de energia. Foi também implementado um sistema de reciclagem de resíduos para recuperar restos e plásticos defeituosos durante a produção, reprocessando-os em novas matérias-primas. Isto reduz o desperdício de recursos e contribui para a proteção ambiental.
Elevada flexibilidade e multifuncionalidade:
A linha de produção está equipada com vários dispositivos auxiliares, tais como misturadores, cabeças de molde, sistemas de arrefecimento, unidades de tração e equipamento de enrolamento, permitindo a produção de diferentes tipos de materiais de embalagem (por exemplo, películas, sacos, folhas, etc.). As cabeças de molde e os acessórios podem ser rapidamente alterados para acomodar diferentes requisitos de produtos, melhorando a flexibilidade da linha. Para além disso, o equipamento suporta caraterísticas como o estiramento biaxial e a co-extrusão, permitindo a produção de materiais de embalagem com várias camadas que melhoram o desempenho e a adaptabilidade ao utilizar materiais com diferentes cores e propriedades.
Qualidade e estabilidade consistentes do produto:
Graças a processos de extrusão precisos e a equipamentos de alta qualidade, os materiais de embalagem de plástico produzidos apresentam uma espessura uniforme, dimensões estáveis e superfícies lisas, satisfazendo os padrões de alta qualidade exigidos para aplicações de embalagem de qualidade superior.
Ajustabilidade e personalização:
A linha de produção permite ajustar a espessura do material, a resistência, a transparência e outros parâmetros de acordo com as especificações do cliente, satisfazendo as diversas necessidades de vários tipos de embalagens.
Manutenção fácil:
O equipamento foi concebido para uma fácil manutenção e conservação diária, minimizando o tempo de inatividade e assegurando um funcionamento consistente ao longo do processo de produção.
Compra e instalação
Após a receção das mercadorias entregues, o comprador é obrigado a preparar o equipamento obtido e o alojamento aplicável para a sua instalação. Em seguida, informa por escrito o Vendedor sobre a disponibilidade do equipamento para a instalação, configuração e ajuste do equipamento principal.
Após a coordenação entre o Vendedor e o Comprador do tempo de visita dos especialistas técnicos do Vendedor para participação na instalação, configuração e ajuste do equipamento principal, o Comprador faz o pronto para os especialistas técnicos do Vendedor e presta apoio através dos seus vistos para arranjar os vistos de entrada no país do Comprador. O custo causado pelo especialista do vendedor no país do cliente (incluindo bilhete de transporte entre a China e o país do comprador, tráfego interno, custo de medicamentos, seguro, alojamento, jantar) será coberto pelo comprador. O tempo de instalação, teste de funcionamento e formação será gratuito no prazo de 3 a 4 semanas.
Durante a instalação do equipamento, o Vendedor efectuará a formação dos especialistas técnicos do Comprador sobre os regulamentos de funcionamento, serviço e manutenção do equipamento.
Avarias comuns e métodos de manutenção das extrusoras de plástico
1. o aumento da temperatura do rolamento do motor principal é demasiado elevado:
Motivo: Lubrificação deficiente da chumaceira ou desgaste acentuado da chumaceira.
Método de reparação: Verificar e adicionar lubrificante, inspecionar as chumaceiras do motor e substituir as chumaceiras, se necessário.
2. pressão de cabeça instável:
Motivo: A velocidade do motor principal é irregular ou a velocidade do motor de alimentação é irregular, o que resulta em flutuações na quantidade de alimentação.
Método de reparação: Verificar o sistema de controlo do motor principal e os rolamentos, e inspecionar o motor do sistema de alimentação e o sistema de controlo.
3. baixa pressão do óleo lubrificante:
Motivo: O valor de regulação da pressão da válvula reguladora da pressão do sistema de óleo lubrificante é demasiado baixo, a bomba de óleo está avariada ou o tubo de sucção está bloqueado.
Método de reparação: Verificar e ajustar a válvula reguladora de pressão do sistema de óleo lubrificante e inspecionar a bomba de óleo e o tubo de sucção.
4. velocidade lenta ou ineficaz do dispositivo automático de mudança de ecrã:
Motivo: Baixa pressão de ar ou de óleo, fuga no cilindro ou fuga na estação hidráulica.
Método de reparação: Verificar o sistema de alimentação do dispositivo de substituição do ecrã e inspecionar o estado de vedação do cilindro ou do cilindro hidráulico.
5. a cavilha de segurança ou a chave de segurança está cortada:
Motivo: O sistema de compressão tem um binário excessivo e o motor principal não está concêntrico com a ligação do rolamento de entrada.
Método de reparação: Verificar se existe algum metal ou outro objeto a entrar no parafuso de aperto do sistema de extrusão e ajustar o motor principal.
6. diminuição súbita do volume de extrusão:
Motivo: O sistema de alimentação está avariado ou não há material na tremonha, o que faz com que o sistema de extrusão fique preso no parafuso devido à entrada de objectos duros.
Método de reparação: Verificar o nível de material do sistema de alimentação ou da tremonha e limpar o sistema de extrusão.
7. corrente instável do hospedeiro:
Motivo: Alimentação irregular, rolamentos do motor principal danificados ou mal lubrificados, mau funcionamento ou não aquecimento de uma determinada secção do aquecedor, almofada ou fase de ajuste incorreto do parafuso, interferência de componentes.
Método de reparação: Verificar o alimentador, solucionar problemas, reparar o motor principal, substituir os rolamentos, se necessário, verificar se cada aquecedor está a funcionar corretamente, substituir o aquecedor, se necessário, verificar a almofada de ajuste, retirar o parafuso para verificar se há interferência.
8. o motor principal não arranca:
Motivo: Há um erro no programa de condução, há um problema com a rosca do motor principal, o fusível está queimado e o dispositivo de encravamento relacionado com o motor principal está a funcionar.
Método de reparação: Verificar o programa, reiniciar na sequência de condução correta, verificar o circuito do motor principal, verificar se a bomba de óleo lubrificante é iniciada, verificar o estado do dispositivo de interbloqueio relacionado com o motor principal, verificar se o botão de emergência é reiniciado, se a potência de indução do conversor de frequência não está totalmente descarregada, desligar a fonte de alimentação principal e aguardar 5 minutos antes de reiniciar.
9.Descarga deficiente ou bloqueada da cabeça da máquina:
Motivo: Uma determinada secção do aquecedor não está a funcionar, o material está mal plastificado, a temperatura de funcionamento está demasiado baixa ou a distribuição do peso molecular do plástico é ampla e instável, o que pode conter objectos estranhos que não são facilmente fundidos.
Método de reparação: Verificar o aquecedor, substituí-lo se necessário, verificar a temperatura definida de cada secção, consultar o técnico se necessário, aumentar o valor definido da temperatura, limpar e inspecionar o sistema de extrusão e a cabeça da máquina.
10. corrente de arranque da alimentação principal demasiado elevada:
Motivo: Tempo de aquecimento insuficiente, binário elevado e uma determinada secção do aquecedor não funciona.
Método de reparação: Durante a condução, utilizar uma manivela. Se não for fácil, prolongar o tempo de aquecimento ou verificar se cada secção do aquecedor está a funcionar corretamente.
11. o motor principal emite um som anormal:
Motivo: O rolamento do motor principal está danificado e um dos tiristores do circuito de retificação do tiristor do motor principal está danificado.
Método de reparação: Substituir os rolamentos do motor principal, verificar o circuito de retificação do tiristor e substituir os componentes do tiristor, se necessário. doze mil trezentos e quarenta e cinco Ao efetuar a manutenção, deve assegurar-se que a extrusora parou de funcionar e que a fonte de alimentação foi desligada para garantir a segurança do operador. Em caso de avarias complexas, recomenda-se que se contacte um profissional de manutenção para inspeção e reparação.