コンテンツへスキップ
コンテンツへスキップ 






PLA素材を選ぶ理由
PLAは、再生可能な資源から作られた透明で無害な生分解性の環境に優しい素材で、一般的に以下の製品の製造に使用されている:
その優れた透明性と生分解性により、PLA素材は多くの環境に優しいケータリング企業にとって、皿、ナイフ、フォーク、スプーン、ボウル、カップ、ストローなどの使い捨て食器;果物、野菜、調理済み食品、キャンディー、スナックなどの包装フィルム;持ち帰り用食品箱、持ち帰り用袋、調理済み食品包装袋などの包装容器;冷たい飲み物やフルーツサラダの透明包装箱、飲料ボトル、ジュースボトルなどに使用されている。PLAボトルは、PETボトルほどの強度はないものの、低温の非炭酸飲料の包装に適している。手術用キット、使い捨て注射器、創傷被覆材、薬剤包装などの医療・衛生製品では、PLAの生体適合性により、医療分野で一定の用途がある。
まとめると、PLAのの多用途性、生分解性、環境に優しい特性は、特に外食産業、包装産業、医療産業で使用される幅広い製品に理想的な選択肢となる。
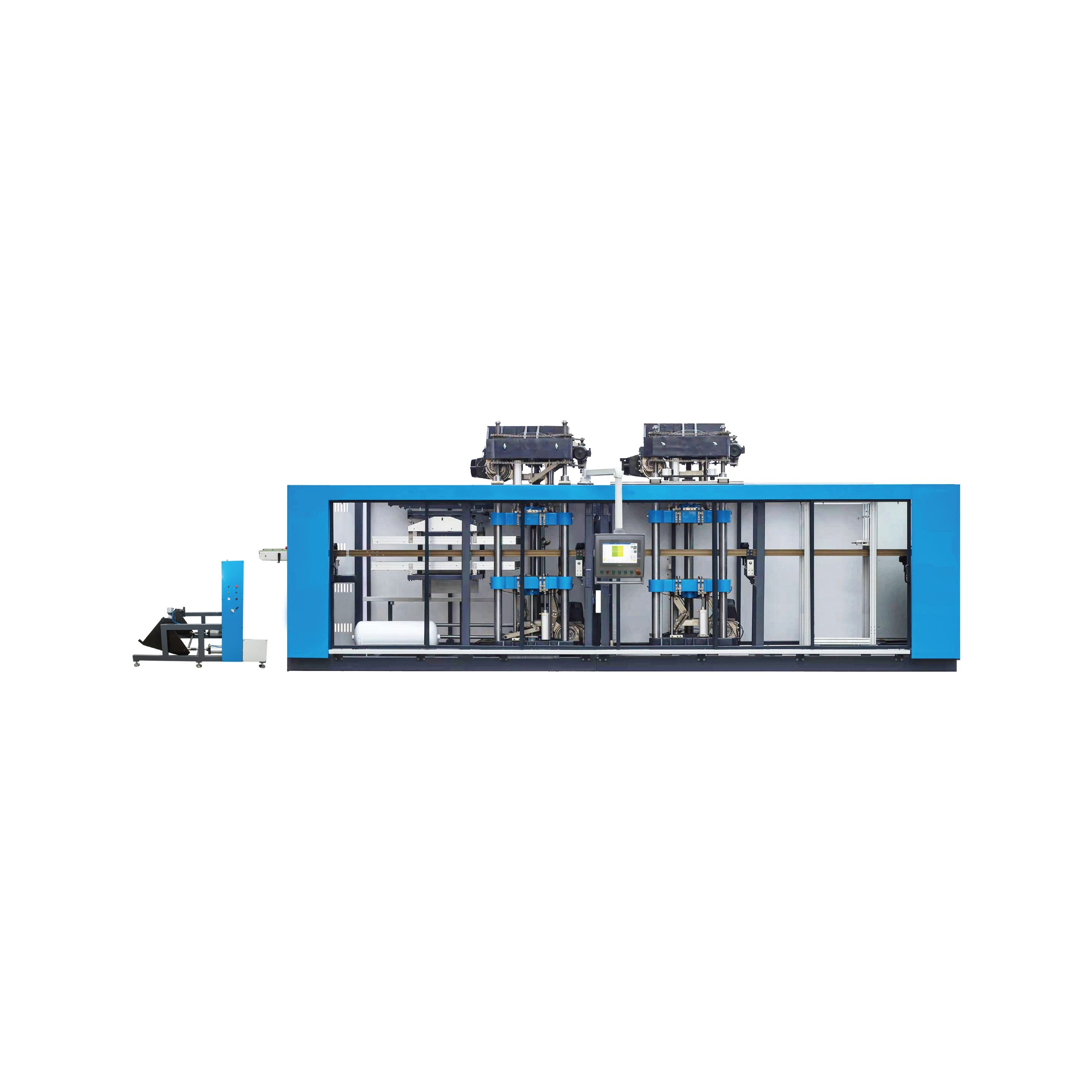
なぜ私達の放出ライン機械を選びなさいか。
高い自動化:
PLA押出生産ラインは近代的な設計原理を採用し、先進的な自動化制御システムを備えている。コンピュータプログラム制御により、温度、速度、圧力などのパラメーターを含む生産プロセス全体が自動的に調整され、生産の安定性と効率が向上します。
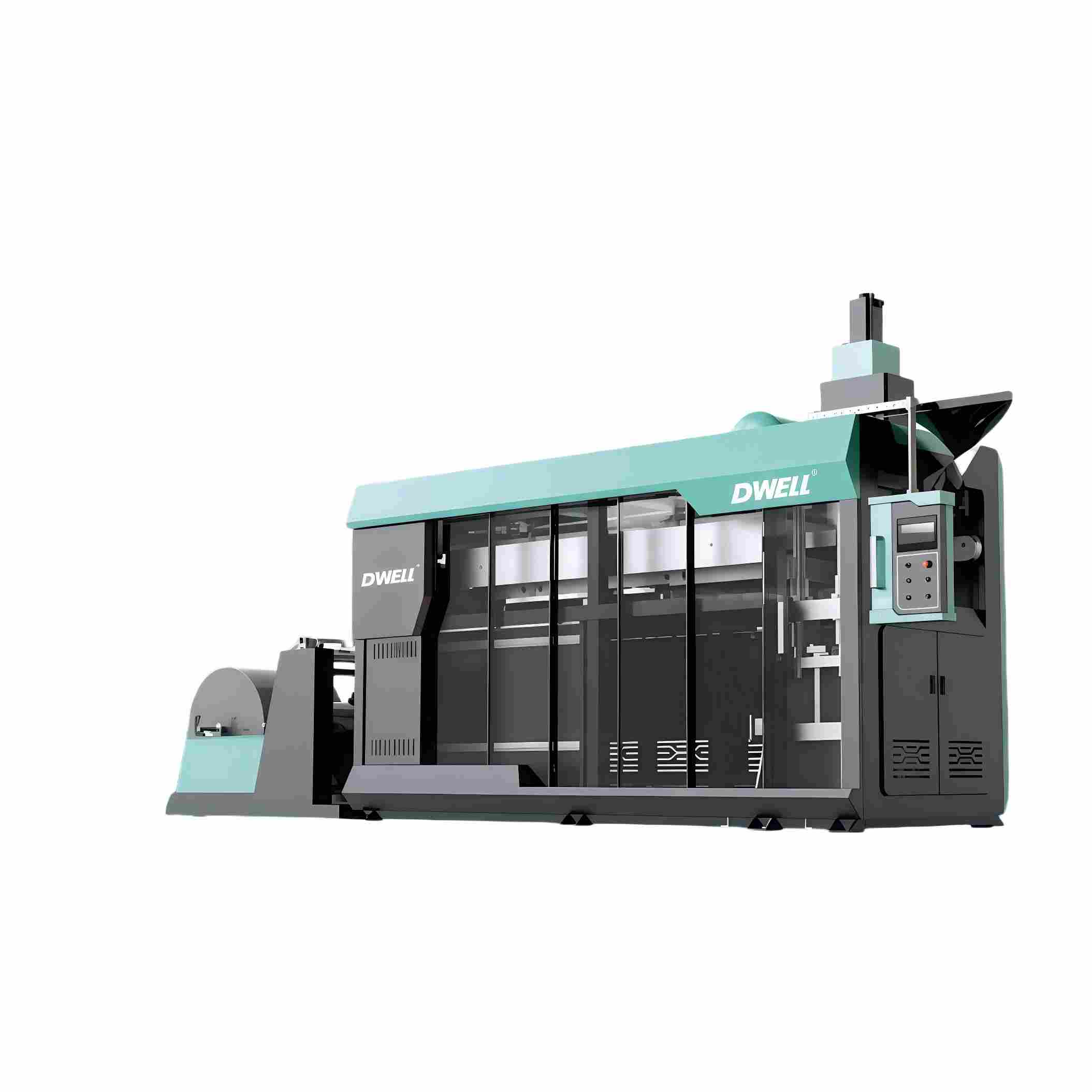
エネルギー効率が高く、環境に優しい:
このラインには、エネルギー消費を最小限に抑えるために、最適化された設計と効率的な加熱・冷却技術が取り入れられている。また、生産工程で発生する端材や不良プラスチックを回収し、新たな原料に再加工する廃棄物リサイクルシステムを導入。これにより資源の無駄を省き、環境保護に貢献している。
高い柔軟性と多機能性:
生産ラインには、ミキサー、ダイヘッド、冷却装置、牽引装置、巻取り装置などのさまざまな補助装置が装備されており、さまざまな種類の包装材料(フィルム、袋、シートなど)を生産することができる。ダイヘッドや付属品は、異なる製品要件に対応するために迅速に変更することができ、ラインの柔軟性を向上させます。さらに、この装置は二軸延伸や共押出しなどの機能をサポートしており、異なる色や特性の材料を使用する際の性能と適応性の両方を高める多層包装材料の製造を可能にします。
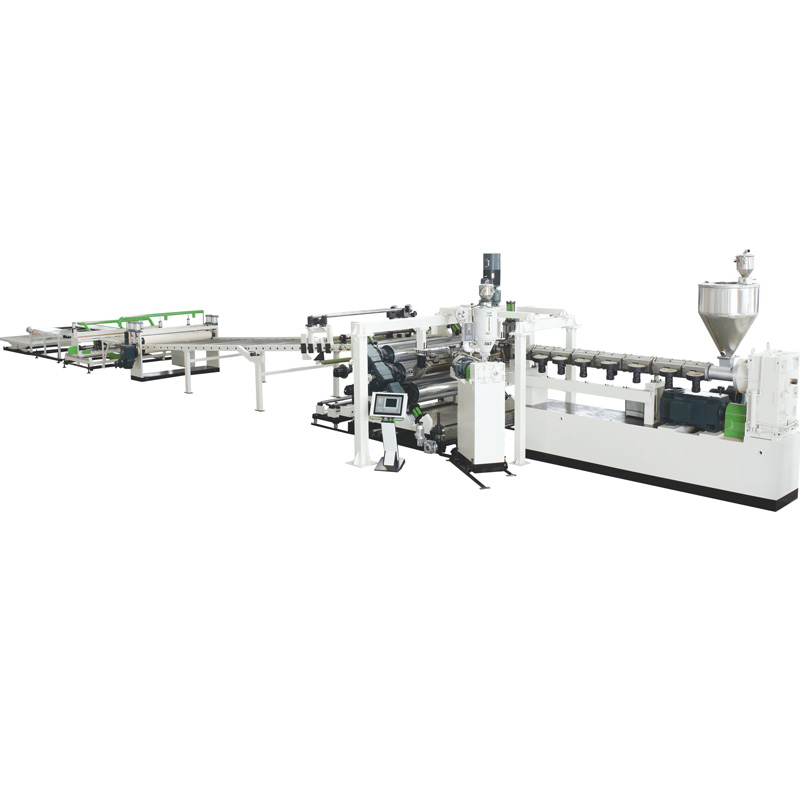
一貫した製品の品質と安定性:
精密な押出工程と高品質の設備により、生産されるプラスチック包装材料は、均一な厚み、安定した寸法、滑らかな表面を示し、高級包装用途に要求される高品質の基準を満たしています。
調整とカスタマイズ:
この生産ラインでは、顧客の仕様に応じて材料の厚さ、強度、透明度などを調整することができ、さまざまな包装タイプの多様なニーズに対応している。
メンテナンスが簡単:
この装置は、日常的なメンテナンスと保守が容易なように設計されており、ダウンタイムを最小限に抑え、生産工程全体を通じて安定した稼働を保証する。
購入と設置
納品された商品を受け取った後、注文者は、入手した機器とその設置に適用される宿舎を準備する義務があります。その後、機器の設置、セットアップ、調整を行うための準備が整ったことを、書面にて売主に通知するものとします。
売主と買主の間で、売主の技術専門家が主任技術者(機器の設置、セットアップ、調整)に参加するために訪問する時期を調整した後、買主は売主の技術専門家のために迅速な手配を行い、買主の国での入国ビザの手配を彼らのビザによってサポートします。売り手の専門家が顧客の国で発生した費用(中国と買い手の間のシャトル旅行チケット、内陸交通、薬代、保険、宿泊、夕食を含む)は買い手が負担します。設置、テスト、トレーニングは 3~4 週間以内であれば無料です。
機器の設置作業中、売主は、買主の技術専門家に対し、機器の操作規則、サービス、メンテナンスに関する研修を実施します。
プラスチック押出機のよくある故障とメンテナンス方法
1.メインモーターベアリングの温度上昇が高すぎる:
理由ベアリングの潤滑不良またはベアリングの摩耗が激しい。
修理方法:点検および潤滑油の追加、モーターベアリン グの点検、必要に応じてベアリングの交換。
2.不安定なヘッド圧
理由メインモータの回転数ムラ、または送りモータの回転数ムラにより、送り量が変動している。
修理方法:主モータ制御システムとベアリングを点検し、供給システムモータと制御システムを点検する。
3.潤滑油圧が低い:
理由潤滑油系統の圧力調整バルブの圧力設定値が低すぎる、オイルポンプが故障している、または吸引パイプが詰まっている。
修理方法潤滑油系統の圧力調整弁を点検・調整し、オイルポンプおよび吸引管を点検する。
4.自動画面変更装置の速度が遅い、または効果がない:
理由エア圧または油圧の低下、シリンダーの漏れ、または油圧ステーションの漏れ。
修理方法:スクリーン交換装置の動力系統を点検し、シリンダーまたは油圧シリンダーのシール状態を検査する。
5.安全ピンまたは安全キーが切断されている:
理由スクイーズシステムに過大なトルクがあり、メインモーターと入力ベアリングの接続が同心でない。
修理方法押し出しシステムのクランプスクリューに金属やその他の物体が入っていないか確認し、メインモーターを調整する。
6.押出量の急激な減少:
理由供給システムが故障しているか、ホッパー内に材料がないため、押出システムに硬いものが入り込んでスクリューが動かなくなった。
修理方法:供給システムまたはホッパーの材料レベルを確認し、押出システムを清掃する。
7.不安定なホスト電流
理由不均一な供給、メインモーターベアリングの損傷または潤滑不良、ヒーターの特定部分の誤動作または非加熱、ネジ調整パッドまたは位相の誤り、部品の干渉。
修理方法フィーダーをチェックし、トラブルシューティングを行い、メインモーターを修理し、必要に応じてベアリングを交換し、各ヒーターが正常に動作しているかをチェックし、必要に応じてヒーターを交換し、調整パッドをチェックし、干渉をチェックするためにネジを引き抜く。
8.メインモーターが始動できない:
理由運転プログラムに異常がある、主電動機の糸に異常がある、ヒューズが切れている、主電動機関連の連動装置が働いている。
修理方法プログラムを確認し、正しい運転順序で再始動し、主電動機回路を確認し、潤滑油ポンプが始動しているか確認し、主電動機に関連するインターロック装置の状態を確認し、非常ボタンがリセットされているか確認し、周波数変換器の誘導電力が完全に放電されていない場合は、主電源を切り、5分間待ってから再始動する。
9.マシンヘッドからの排出不良または詰まり
理由ヒーターのある部分が機能していない、材料の可塑性が低い、使用温度が低く設定されている、プラスチックの分子量分布が広く不安定で、溶けにくい異物が含まれている可能性がある。
修理方法:ヒーターを点検し、必要なら交換する。各セクションの設定温度を確認し、必要なら技術者と相談し、設定温度を上げる。押出システムとマシンヘッドを清掃し、点検する。
10.主電源始動電流が高すぎる:
理由:加熱時間不足、高トルク、ヒーターの一部動作不良。
修理方法運転中は手回しクランクを使用する。難しい場合は、加熱時間を延長するか、ヒーター各部が正常に作動するか確認する。
11.メインモーターから異音がする:
理由主電動機軸受が損傷し、主電動機サイリスタ整流回路のサイリスタの1つが損傷している。
修理方法主電動機軸受の交換、サイリスタ整流回路の点検、 必要な場合はサイリスタ部品の交換。複雑な故障の場合は、専門のメンテナンス担当者に点検と修理を依頼することをお勧めします。