Ir al contenido
Ir al contenido 







¿Por qué elegimos el material PLA?
El PLA es un material transparente, no tóxico y biodegradable, respetuoso con el medio ambiente, fabricado a partir de recursos renovables y utilizado habitualmente en la producción de los siguientes productos:
Debido a su buena transparencia y biodegradabilidad, el material PLA se ha convertido en una opción popular para muchas empresas de restauración respetuosas con el medio ambiente para producir vajillas desechables como platos, cuchillos, tenedores, cucharas, cuencos, vasos, pajitas, etc.; Film de envasado para frutas, verduras, alimentos cocinados, dulces, aperitivos y otros alimentos; Envases de envasado como cajas de comida para llevar, bolsas de comida para llevar y bolsas de envasado listas para comer; Se utiliza para cajas de envasado transparentes de bebidas frías o macedonias, botellas de bebidas, botellas de zumo, etc. Las botellas de PLA, aunque no son tan resistentes como las de PET, son adecuadas para envasar bebidas no carbonatadas a baja temperatura; Kits quirúrgicos, jeringuillas desechables, apósitos para heridas, envases para medicamentos y otros productos médicos y de higiene, la biocompatibilidad del PLA hace que tenga ciertas aplicaciones en el campo médico.
En resumen, PLA'Su versatilidad, biodegradabilidad y propiedades ecológicas lo convierten en la opción ideal para una amplia gama de productos, especialmente los utilizados en los sectores de la alimentación, el envasado y la medicina.
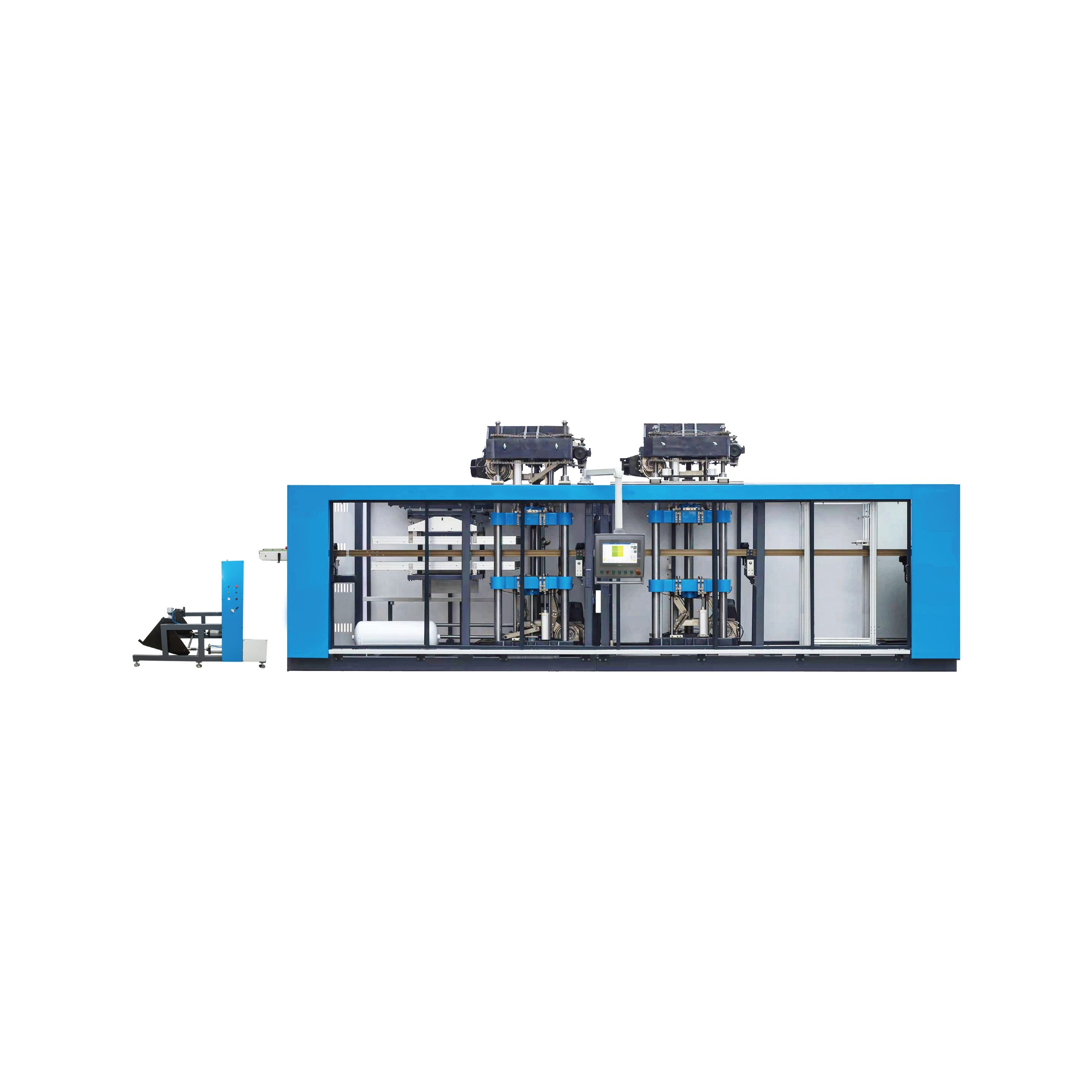
¿Por qué elegir nuestra línea de extrusión?
Alta automatización:
La línea de producción de extrusión de PLA presenta modernos principios de diseño y está equipada con un avanzado sistema de control automatizado. El control programado por ordenador permite ajustar automáticamente todo el proceso de producción, incluidos parámetros como la temperatura, la velocidad y la presión, lo que mejora la estabilidad y la eficiencia de la producción.
Eficiente energéticamente y respetuoso con el medio ambiente:
La línea incorpora un diseño optimizado y tecnologías eficientes de calefacción y refrigeración para minimizar el consumo de energía. También se ha implantado un sistema de reciclaje de residuos para recuperar los recortes y el plástico defectuoso durante la producción, reprocesándolos en nuevas materias primas. Esto reduce el desperdicio de recursos y contribuye a la protección del medio ambiente.
Alta flexibilidad y multifuncionalidad:
La línea de producción está equipada con diversos dispositivos auxiliares, como mezcladoras, cabezales de troquelado, sistemas de refrigeración, unidades de tracción y equipos de bobinado, que permiten producir distintos tipos de materiales de envasado (por ejemplo, películas, bolsas, láminas, etc.). Los cabezales de troquelado y los accesorios pueden cambiarse rápidamente para adaptarse a los distintos requisitos del producto, lo que mejora la flexibilidad de la línea. Además, el equipo admite funciones como el estiramiento biaxial y la coextrusión, lo que permite la producción de materiales de envasado multicapa que mejoran tanto el rendimiento como la adaptabilidad al utilizar materiales con diferentes colores y propiedades.
Calidad y estabilidad constantes del producto:
Gracias a procesos de extrusión precisos y equipos de alta calidad, los materiales de envasado de plástico producidos presentan un grosor uniforme, dimensiones estables y superficies lisas, cumpliendo los estándares de alta calidad exigidos para aplicaciones de envasado de primera calidad.
Ajustabilidad y personalización:
La línea de producción permite ajustar el grosor del material, la resistencia, la transparencia y otros parámetros según las especificaciones del cliente, atendiendo a las diversas necesidades de los distintos tipos de envases.
Fácil mantenimiento:
El equipo está diseñado para facilitar el mantenimiento y la conservación diarios, lo que minimiza el tiempo de inactividad y garantiza un funcionamiento constante durante todo el proceso de producción.
Compra e instalación
Después de recibir la mercancía entregada, el Comprador está obligado a preparar el equipo obtenido y el alojamiento aplicable para su instalación. A continuación, deberá informar por escrito al Vendedor sobre la disponibilidad de los equipos para su instalación, puesta en marcha y ajuste.
Después de la coordinación entre el Vendedor y el Comprador el momento de la visita de los especialistas técnicos del Vendedor para la participación en jefe - la instalación de equipos, puesta en marcha y ajuste, el Comprador hace que la pronta para los especialistas técnicos del Vendedor y rinde por su apoyo visados para la organización de los visados de entrada en el país del Comprador. Los gastos ocasionados por el experto del vendedor en el país del cliente (incluido el billete de transporte entre China y el país del Comprador, el tráfico interior, el coste de los medicamentos, el seguro, el alojamiento y la cena) correrán a cargo del Comprador. El tiempo de instalación, pruebas de funcionamiento y formación será gratuito en un plazo de 3 a 4 semanas.
Durante la instalación del equipo, el Vendedor formará a los especialistas técnicos del Comprador en las normas de funcionamiento, servicio y mantenimiento del equipo.
Averías comunes y métodos de mantenimiento de las extrusoras de plástico
1.El aumento de temperatura del cojinete del motor principal es demasiado elevado:
Razón: Mala lubricación de los rodamientos o fuerte desgaste de los mismos.
Método de reparación: Compruebe y añada lubricante, inspeccione los cojinetes del motor y sustituya los cojinetes si es necesario.
2.Presión de cabeza inestable:
Motivo: La velocidad del motor principal es desigual o la velocidad del motor de alimentación es desigual, lo que provoca fluctuaciones en la cantidad de alimentación.
Método de reparación: Compruebe el sistema de control del motor principal y los rodamientos, e inspeccione el motor del sistema de alimentación y el sistema de control.
3.Baja presión del aceite lubricante:
Motivo: El valor de ajuste de la presión de la válvula reguladora de presión del sistema de aceite lubricante es demasiado bajo, la bomba de aceite está averiada o el tubo de aspiración está obstruido.
Método de reparación: Comprobar y ajustar la válvula reguladora de presión del sistema de aceite lubricante, e inspeccionar la bomba de aceite y el tubo de aspiración.
4.Velocidad lenta o ineficaz del dispositivo automático de cambio de pantalla:
Motivo: Baja presión de aire o aceite, fuga en el cilindro o fuga en la estación hidráulica.
Método de reparación: Compruebe el sistema de alimentación del dispositivo de sustitución de la pantalla e inspeccione el estado de sellado del cilindro o cilindro hidráulico.
5.El pasador de seguridad o la llave de seguridad están cortados:
Razón: El sistema de apriete tiene un par excesivo, y el motor principal no está concéntrico con la conexión del rodamiento de entrada.
Método de reparación: Compruebe si hay algún metal u otro objeto entrando en el tornillo de sujeción del sistema de extrusión, y ajuste el motor principal.
6.Disminución repentina del volumen de extrusión:
Motivo: El sistema de alimentación ha funcionado mal o no hay material en la tolva, lo que provoca que el sistema de extrusión se atasque en el tornillo debido a la entrada de objetos duros.
Método de reparación: Compruebe el nivel de material del sistema de alimentación o de la tolva, y limpie el sistema de extrusión.
7.Corriente de host inestable:
Motivo: Alimentación desigual, cojinetes del motor principal dañados o mal lubricados, mal funcionamiento o no calentamiento de una determinada sección del calentador, almohadilla o fase de ajuste del tornillo incorrecta, interferencia de componentes.
Método de reparación: Comprobar el alimentador, solucionar problemas, reparar el motor principal, sustituir los rodamientos si es necesario, comprobar si cada calentador funciona correctamente, sustituir el calentador si es necesario, comprobar la almohadilla de ajuste, sacar el tornillo para comprobar si hay interferencias.
8.El motor principal no puede arrancar:
Razón: Hay un error en el programa de conducción, hay un problema con la rosca del motor principal, el fusible está quemado y el dispositivo de enclavamiento relacionado con el motor principal está funcionando.
Método de reparación: Compruebe el programa, reinicie en la secuencia de conducción correcta, compruebe el circuito del motor principal, compruebe si se pone en marcha la bomba de aceite lubricante, compruebe el estado del dispositivo de enclavamiento relacionado con el motor principal, compruebe si se restablece el botón de emergencia, si la potencia de inducción del convertidor de frecuencia no está totalmente descargada, desconecte la fuente de alimentación principal y espere 5 minutos antes de reiniciar.
9.Descarga deficiente o bloqueada del cabezal de la máquina:
Motivo: Una determinada sección del calentador no funciona, el material está mal plastificado, la temperatura de funcionamiento está ajustada demasiado baja o la distribución del peso molecular del plástico es amplia e inestable, pudiendo contener objetos extraños que no se funden fácilmente.
Método de reparación: Compruebe el calentador, sustitúyalo si es necesario, verifique la temperatura de ajuste de cada sección, consulte con el técnico si es necesario, aumente el valor de ajuste de la temperatura, limpie e inspeccione el sistema de extrusión y el cabezal de la máquina.
10.Corriente de arranque de la alimentación principal demasiado alta:
Motivo: Tiempo de calentamiento insuficiente, par elevado y cierta sección del calentador no funciona.
Método de reparación: Cuando conduzca, utilice una manivela. Si no es fácil, prolongue el tiempo de calentamiento o compruebe si cada sección del calefactor funciona correctamente.
11.El motor principal emite un sonido anormal:
Motivo: El cojinete del motor principal está dañado y uno de los tiristores del circuito rectificador del tiristor del motor principal está dañado.
Método de reparación: Sustituya los cojinetes del motor principal, compruebe el circuito rectificador del tiristor y sustituya los componentes del tiristor si es necesario. doce mil trescientos cuarenta y cinco Al realizar el mantenimiento, debe asegurarse de que la extrusora ha dejado de funcionar y se ha desconectado la fuente de alimentación para garantizar la seguridad del operario. En caso de averías complejas, se recomienda ponerse en contacto con personal de mantenimiento profesional para su inspección y reparación.