- 8.555 Hangzhou North Road, Distrito de Langya, Ciudad de Chuzhou, Provincia de Anhui
- +86 15818329696
 Ir al contenido
Ir al contenido Categorías de productos
Productos destacados
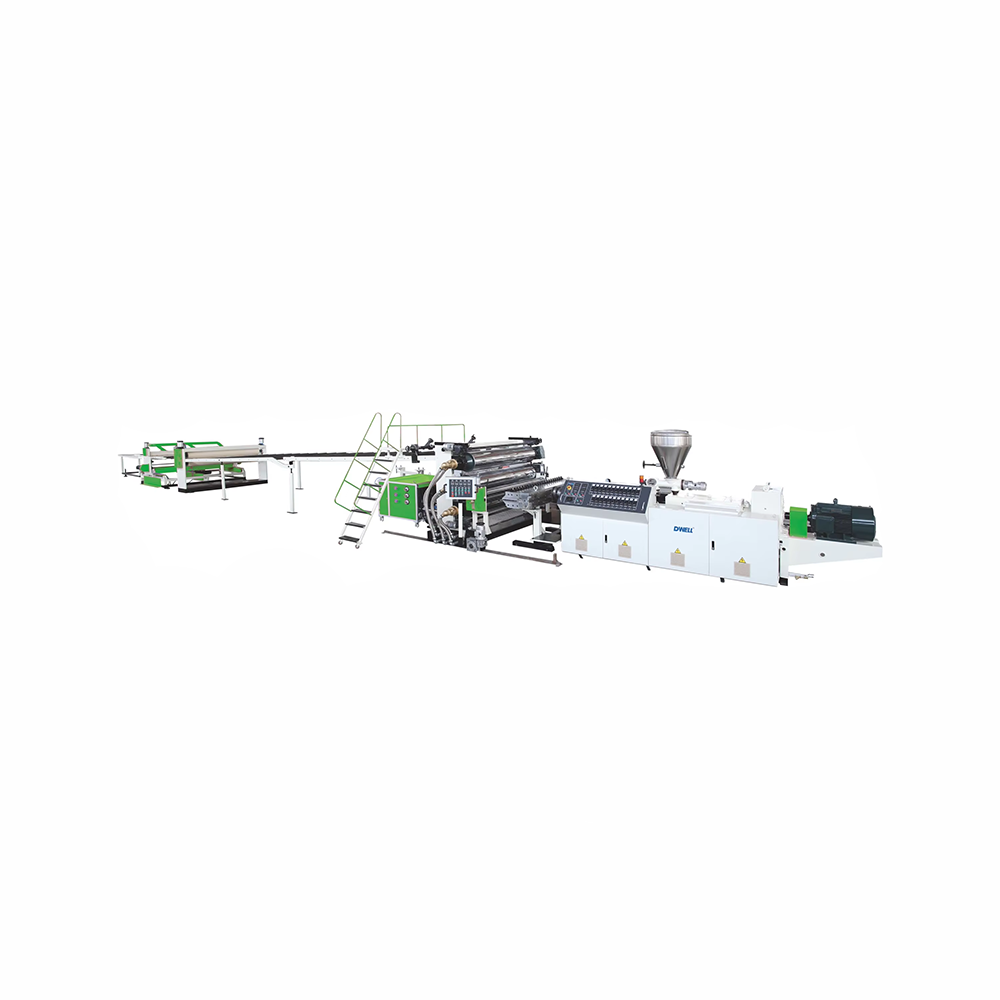
Una línea de extrusión de espuma es un sistema industrial completo que utiliza un proceso de extrusión para mezclar materias primas de cloruro de polivinilo (PVC) con un agente espumante y producir placas o perfiles de espuma de PVC ligeros y porosos en condiciones controladas.
Características: El troquel se enfría y se moldea, formando una capa de piel dura y densa en la superficie de la lámina, mientras que el interior es una capa de núcleo espumado. Superficie lisa, gran dureza y resistencia al rayado.
Aplicaciones: Tableros publicitarios (tablero de espuma de PVC), tableros decorativos arquitectónicos, tableros para muebles, etc.
Características: La masa fundida se expande libremente en el aire tras salir del molde. La superficie de la lámina tiene una estructura porosa, menor densidad y una textura más suave.
Aplicaciones: Materiales aislantes de baja densidad, materiales de embalaje amortiguadores, paneles divisorios de bajo coste.
Características: Se utilizan dos o más extrusoras para coextruir y componer diferentes materiales (como una capa de piel dura de PVC y una capa de núcleo espumado de PVC). Combina una alta calidad superficial con una gran resistencia y ventajas de ligereza.
Aplicaciones: Paneles decorativos interiores y exteriores de alta gama, paneles de puertas, paneles divisorios, etc.
Gama de espesores 3-25 mm, anchura 2050 mm. Puede realizar la coextrusión y la extrusión de un solo husillo y de doble husillo. La extrusión de doble husillo se divide a su vez en extrusión de doble husillo plano y extrusión de doble husillo cónico. La extrusión de doble husillo cónico se utiliza generalmente en líneas de producción de espuma.
Las mezclas secas o gránulos de PVC se calientan, mezclan, presurizan y plastifican en una masa fundida uniforme, proporcionando una base para la inyección y dispersión de agentes espumantes físicos (gases).
Troquel en T dedicado
Función: Acepta masa fundida homogénea de una bomba dosificadora y, a través de un diseño de canal de flujo específico, la extruye uniformemente con la forma, presión y velocidad de sección transversal deseadas, controlando el proceso de espumado inicial.
Canal de flujo para perchas: El diseño principal garantiza una presión de la masa fundida y un caudal uniformes en toda la anchura del labio de la matriz.
Dispositivo de estrangulación (banda amortiguadora): Finamente ajustable para compensar la pérdida de presión en el centro del canal de flujo, logrando una descarga uniforme en toda la anchura.
Ajuste de la abertura del labio del troquel: El grosor de la chapa en varios puntos laterales puede ajustarse con precisión en línea mediante pernos de ajuste fino graduados.
En el caso de los tableros espumados con piel, se trata del proceso final de conformado, calandrado de la superficie y enfriamiento de precisión.
Estructura y proceso Puntos clave:
Disposición de tres rodillos: Normalmente consta de tres rodillos de gran diámetro (superior, medio e inferior), dispuestos verticalmente en forma de "I" o "L".
Control de temperatura: Cada rodillo se controla independientemente mediante un medio circulante (agua o aceite), lo que requiere una gran precisión de temperatura (±1°C). La temperatura afecta directamente al brillo de la superficie del cartón y al rendimiento del recubrimiento.
Control de la separación entre rodillos: La separación entre los rodillos se ajusta de forma sincrónica mediante un servomotor de precisión o un sistema hidráulico. Es el medio más directo de controlar el grosor final y la densidad del cartón acabado. Debe coordinarse con precisión con la apertura de la matriz y la velocidad de tracción.
Efecto de calandrado: La superficie del rodillo de alto brillo, bajo presión, presiona la superficie del cartón para conseguir un efecto espejo.
Funciones básicas e importancia
Eliminación de la humedad y de los componentes volátiles de bajo peso molecular:
Fuentes: Pueden estar presentes trazas de humedad en la resina de PVC y ciertos aditivos; pequeñas cantidades de gases ácidos y monómeros, y otros componentes volátiles de bajo peso molecular, generados durante la mezcla en caliente a alta velocidad de las materias primas.
Daño: Si estas sustancias permanecen en la masa fundida, se vaporizarán durante las fases posteriores de espumado o a la salida del molde, formando burbujas incontrolables de gran tamaño, huecos, manchas blancas (comúnmente conocidas como "explosiones") o superficies rugosas, dañando gravemente la uniformidad y finura de la estructura celular, lo que se traduce en láminas desechadas.
Creación de un entorno de fusión "puro" para la espumación física:
La espumación física (inyección de N₂ o CO₂) requiere que la masa fundida tenga una viscosidad estable y uniforme y la capacidad de formar una solución homogénea con el gas espumante. Las impurezas volátiles actúan como "núcleos de impurezas", interfiriendo con la nucleación uniforme y dando lugar a tamaños de celda inconsistentes.
Una fusión limpia es un requisito previo para obtener una estructura celular uniforme, cerrada y fina.
Soporte de enfriamiento: Una serie de rodillos de apoyo situados después de la colocadora de tres rodillos. Su función es permitir que la chapa se enfríe lenta y uniformemente a temperatura ambiente en el aire, liberando la tensión interna y evitando la deformación durante el corte posterior. La longitud debe diseñarse en función de la velocidad lineal y el grosor de la chapa.
Este dispositivo elimina los bordes gruesos irregulares y desigualmente densos de ambos lados de la lámina de material causados por el efecto de "expansión de salida". Normalmente utiliza cuchillas de disco, y los restos cortados se recogen, trituran y reutilizan inmediatamente mediante un alimentador de succión de presión negativa.
Función: Proporcionar una tensión estable y ajustable para tirar de la hoja suavemente desde el extremo de formación.
Requisitos clave:
Sincronización: Su velocidad debe coincidir perfectamente con la velocidad de extrusión y la velocidad de expansión de la espuma, provocará que la lámina se estire o se acumule.
Fuerza de apriete uniforme: las pistas o rodillos superior e inferior deben tener una superficie de contacto suficiente y una presión uniforme para evitar el aplastamiento de la superficie de la lámina espumada.
El laminador es un dispositivo que aplica una película protectora (o decorativa) a la superficie de la hoja en línea, que es la clave para garantizar la calidad de la superficie del producto que sale de la fábrica.
función
Protección de superficies: Evite que las placas de corteza de alto acabado se rayen o contaminen durante el corte, apilamiento, transporte e instalación posteriores.
Función decorativa: En algunos casos, pueden copiarse láminas decorativas con motivos como vetas de madera y piedra.
Aumentar el valor añadido: la protección de superficies de alta calidad es una manifestación directa de la alta calidad de los productos
Función: Corta las planchas producidas de forma continua según la longitud establecida.
Base de selección del equipo:
Serradora (sierra de corte transversal): Utilice una sierra circular de alta velocidad.Adecuada para tableros de espuma de corteza gruesa y dura (como >8mm). La fuerza de corte es fuerte, la sección transversal es recta, pero hay serrín.
Cizalla (tipo guillotina): Utiliza el principio de cizallamiento. Es adecuada para placas de espuma libre más finas o blandas y placas coextruidas. Sin astillas, eficiente y sin pérdidas, pero se requiere que el material tenga cierta dureza.
Ubicación: Se instala principalmente en el sistema de mezcla (especialmente el puerto de alimentación y el puerto de descarga) y en el sistema de trituración y recuperación.
Función: Recoger el polvo, proteger la salud de los trabajadores, prevenir el riesgo de explosión de polvo, mantener limpio el taller y reciclar valiosas materias primas.
Arquitectura: Las líneas de producción modernas suelen adoptar el modo de control distribuido de PLC (controlador lógico programable) + interfaz hombre-máquina (pantalla táctil HMI) + termostato multipunto.
Objeto de control central:
Temperatura: Control preciso PID de la temperatura de cada sección de la extrusora, cabezal, tres rodillos, tubería de fusión, etc.
Velocidad: Coordinar la sincronización y la relación proporcional entre la velocidad del husillo de la máquina receptora, la velocidad de la bomba dosificadora, la velocidad del tractor y la velocidad de la sierra de corte.
Presión: Controlar la presión de fusión de la nariz como base para el cambio neto y la estabilidad del proceso.
Control de espesor en bucle cerrado (función avanzada): El medidor de espesor en línea escanea el espesor de la hoja en tiempo real, envía los datos al sistema de control y ajusta automáticamente la velocidad de la bomba dosificadora o la separación de los tres rodillos para lograr un control de espesor totalmente automático.
Comedero de muelle
Alimentador de muelle/alimentador de vacío: Las materias primas se transportan automáticamente desde el cubo de almacenamiento en tierra hasta la tolva de la extrusora. El alimentador de vacío es mejor porque es completamente hermético, no genera polvo, tiene una gran distancia de transporte y no contamina las materias primas.
Caja de almacenamiento
Situado entre la mezcladora y la extrusora, sirve de amortiguador y almacenamiento temporal para garantizar que la extrusora reciba alimentación continua y no se vea afectada por el intervalo del lote de mezcla.
Nueve mezcladores de alta y baja
Función: Basado en la calidad del tablero de espuma de PVC, 90% de los problemas surgen de la mezcla desigual de los ingredientes.
Interior de automóviles/trenes/barcos: Placa de espuma PP/PE o XPE, utilizada para cojines de suelo, materiales de aislamiento acústico y paneles de revestimiento.

Evaluación comparativa de las necesidades de los clientes, vinculación de recursos y servicios profesionales