Skip to content
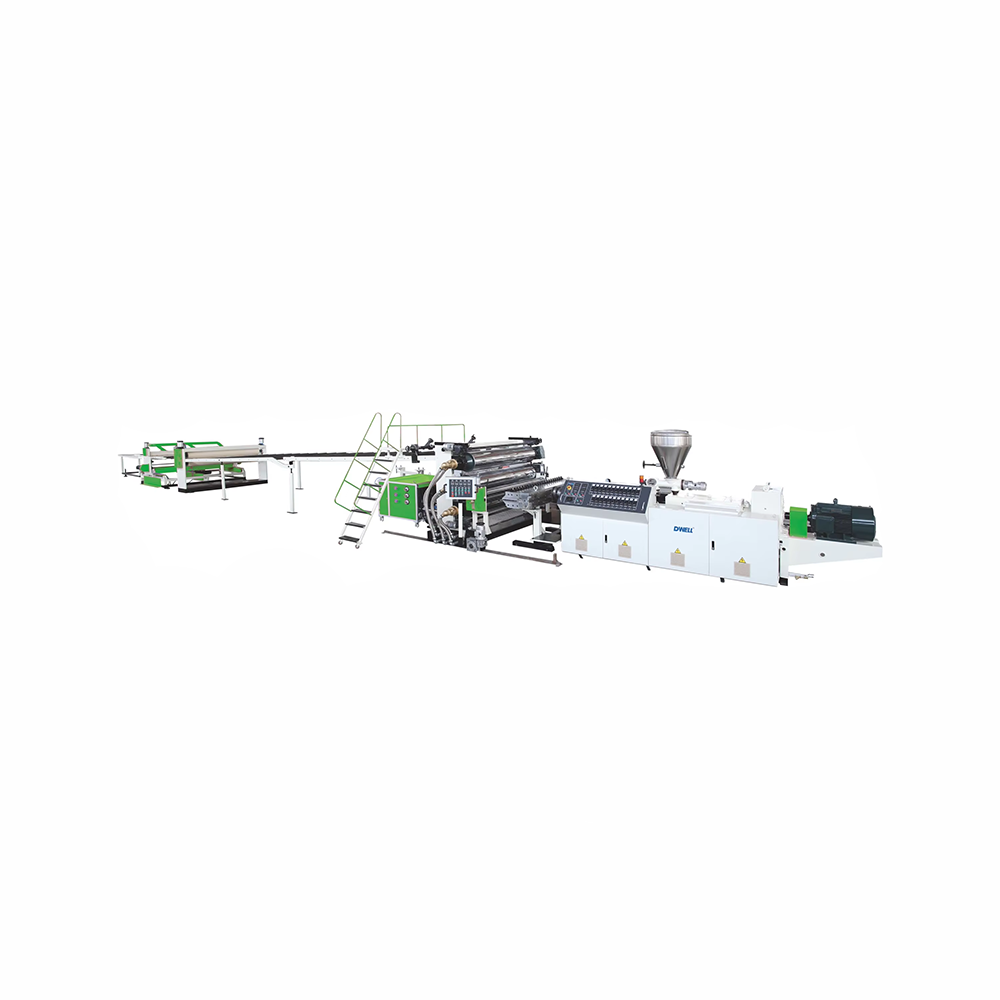
Skip to content A foaming extrusion line is a complete industrial equipment system that uses an extrusion process to mix polyvinyl chloride (PVC) raw materials with a foaming agent and produce lightweight, porous PVC foam boards or profiles under controlled conditions.
Features: The die is cooled and shaped, forming a hard, dense skin layer on the surface of the sheet, while the interior is a foamed core layer. Smooth surface, high hardness, and scratch resistance.
Applications: Advertising boards (PVC foam board), architectural decorative boards, furniture boards, etc.
Features: The melt expands freely in the air after leaving the mold. The sheet surface has a porous structure, lower density, and softer texture.
Applications: Low-density insulation materials, cushioning packaging materials, land ow-cost partition boards.
Features: Two or more extruders are used to co-extrude and composite different materials (such as a PVC hard skin layer and a PVC foamed core layer). It combines high surface quality with high strength and lightweight advantages.
Applications: High-end interior and exterior decorative panels, door panels, partition boards, etc.
Thickness range 3-25mm, width 2050mm. It can perform co-extrusion and single-screw and twin-screw extrusion. Twin-screw extrusion is further divided into flat twin-screw and conical twin-screw extrusion. Conical twin-screw extrusion is generally used in foaming production lines.
PVC dry mixes or granules are heated, mixed, pressurized, and plasticized into a uniform melt, providing a basis for the injection and dispersion of physical foaming agents (gases).
Dedicated T-die
Function: Accepts homogeneous melt from a metering pump, and through a specific flow channel design, extrudes it uniformly at the desired cross-sectional shape, pressure, and speed, controlling the initial foaming process.
Coat Hanger Flow Channel: Mainstream design ensures consistent melt pressure and flow rate across the entire die lip width.
Throttling Device (Damping Strip): Finely adjustable to compensate for pressure loss in the middle of the flow channel, achieving uniform discharge across the entire width.
Die Lip Opening Adjustment: The thickness of the sheet material at various points laterally can be precisely adjusted online via graduated fine-tuning bolts.
For foamed boards with a skin, this is the final shaping, surface calendering, and precision cooling process.
Structure and Process Key Points:
Three-Roll Layout: Typically consists of three large-diameter rollers (upper, middle, and lower), arranged vertically in an “I” or “L” shape.
Temperature Control: Each roller is independently temperature-controlled using a circulating medium (water or oil), requiring high temperature accuracy (±1°C). Temperature directly affects the gloss of the board surface and the film-coating performance.
Roll Gap Control: The gap between the rollers is synchronously adjusted using a precision servo motor or hydraulic system. This is the most direct means of controlling the final thickness and density of the finished board. It must be precisely coordinated with the die opening and traction speed.
Calendering Effect: The high-gloss roller surface, under pressure, presses the board surface to achieve a mirror-like effect.
Core Functions and Importance
Eliminating Moisture and Low-Molecular-weight Volatile Components:
Sources: Trace amounts of moisture may be present in PVC resin and certain additives; small amounts of acidic gases and monomers, and other low-molecular-weight volatile components, generated during high-speed hot mixing of raw materials.
Harm: If these substances remain in the melt, they will vaporize during subsequent foaming stages or at the mold exit, forming uncontrollable, large bubbles, voids, white spots (commonly known as “explosions”), or rough surfaces, severely damaging the uniformity and fineness of the cell structure, resulting in scrapped sheets.
Creating a “Pure” Melt Environment for Physical Foaming:
Physical foaming (injection of N₂ or CO₂) requires the melt to have a stable and uniform viscosity and the ability to form a homogeneous solution with the foaming gas. Volatile impurities act like “impurity nuclei,” interfering with uniform nucleation and leading to inconsistent cell sizes.
A clean melt is a prerequisite for obtaining a uniform, closed-cell, and fine cell structure.
Cooling support: A series of support rollers located after the three-roller setter. Its function is to allow the sheet material to cool slowly and evenly to room temperature in air, releasing internal stress and preventing deformation during subsequent cutting. The length needs to be designed according to the linear speed and sheet thickness.
This device removes irregular, unevenly dense thick edges from both sides of the sheet material caused by the “exit expansion” effect. It typically uses disc blades, and the cut scraps are immediately collected, crushed, and reused by a negative-pressure suction feeder.
Function: Provide stable and adjustable tension to pull the sheet smoothly from the forming end.
Key requirements:
Synchronization: Its speed must perfectly match the extrusion speed and foaming expansion speed, it will cause the sheet to stretch or accumulate.
Uniform clamping force: the upper and lower tracks or rollers must have sufficient contact area and uniform pressure to prevent crushing the surface of the foamed sheet.
The laminating device is a device that applies a protective film (or decorative film) to the surface of the sheet online, which is the key to ensuring the surface quality of the product out of the factory.
function
Surface protection: Prevent high-finish crust plates from being scratched or contaminated during subsequent cutting, stacking, transportation, and installation.
Decorative function: In some cases, decorative films with patterns such as wood grain and stone grain can be copied.
Increase added value: high-quality surface protection is a direct manifestation of the high quality of products
Function: Cut off the continuously produced plates according to the set length.
Equipment selection basis:
Sawing machine (cross-cutting saw): Use a high-speed circular saw.Suitable for thick, hard crust foam board (such as >8mm). The cutting force is strong, the cross-section is straight, but there is sawdust.
Shearing machine (guillotine type): Using the principle of shearing. It is suitable for thinner or softer free foam boards and co-extruded boards. Chip-free, efficient, and lossless, but the material is required to have a certain toughness.
Location: It is mainly installed in the mixing system (especially the feeding port and discharge port) and the crushing and recovery system.
Function: Collect dust, protect the health of workers, prevent the risk of dust explosion, keep the workshop clean, and recycle valuable raw materials.
Architecture: Modern production lines generally adopt the distributed control mode of PLC (programmable logic controller) + human-machine interface (HMI touch screen) + multi-point thermostat.
Core control object:
Temperature: PID precise temperature control of each section of the extruder, die head, three-roller, melt pipeline, etc.
Speed: Coordinate the synchronization and proportional relationship between the screw speed of the host, the speed of the metering pump, the speed of the tractor, and the speed of the cutting saw.
Pressure: Monitor the melt pressure of the nose as the basis for net change and process stability.
Closed-loop thickness control (advanced function): The online thickness gauge scans the thickness of the sheet in real time, feeds the data back to the control system, and automatically fine-tunes the speed of the metering pump or the spacing of the three rollers to achieve fully automatic thickness control.
Spring feeder
Spring feeder/vacuum feeder: The raw materials are automatically transported from the ground storage bucket to the extruder hopper. The vacuum feeder is better because it is completely airtight, dust-free, has a long conveying distance, and has no pollution to the raw materials.
Storage box
Located between the mixer and the extruder, it serves as a buffer and temporary storage to ensure that the extruder is continuously fed and is not affected by the mixing batch interval.
Nine high and low mixers
Function: Based on the quality of PVC foam board, 90% of the problems arise from uneven mixing of ingredients.
Interior of automobiles/trains/ships: PP/PE or XPE foam board, used for floor cushions, sound insulation materials, and lining panels.
Benchmarking customer needs, linking professional resources and services