İçeriğe geç
İçeriğe geç 






Neden PLA malzemesini seçiyoruz?
PLA, yenilenebilir kaynaklardan üretilen ve aşağıdaki ürünlerin üretiminde yaygın olarak kullanılan şeffaf, toksik olmayan ve biyolojik olarak parçalanabilen çevre dostu bir malzemedir:
PLA malzemesi, iyi şeffaflığı ve biyolojik olarak parçalanabilirliği nedeniyle, birçok çevre dostu catering işletmesi için tabak, bıçak, çatal, kaşık, kase, bardak, pipet vb. gibi tek kullanımlık sofra takımları üretmek için popüler bir seçim haline gelmiştir; Meyveler, sebzeler, pişmiş yiyecekler, şekerler, atıştırmalıklar ve diğer yiyecekler için ambalaj filmi; Paket yemek kutuları, paket poşetler ve yemeye hazır ambalaj poşetleri gibi ambalaj kapları; Soğuk içeceklerin veya meyve salatalarının şeffaf ambalaj kutuları, içecek şişeleri, meyve suyu şişeleri vb. için kullanılır. PLA şişeleri, PET şişeler kadar güçlü olmasa da, düşük sıcaklıkta, gazsız içeceklerin paketlenmesi için uygundur; Cerrahi kitler, tek kullanımlık şırıngalar, yara sargıları, ilaç ambalajları ve diğer tıbbi ve hijyen ürünleri, PLA'nın biyouyumluluğu, tıp alanında belirli uygulamalara sahip olmasını sağlar.
Özetle, PLA'nınçok yönlülüğü, biyolojik olarak parçalanabilirliği ve çevre dostu özellikleri, özellikle gıda hizmeti, ambalaj ve tıp endüstrilerinde kullanılanlar olmak üzere geniş bir ürün yelpazesi için ideal bir seçimdir.
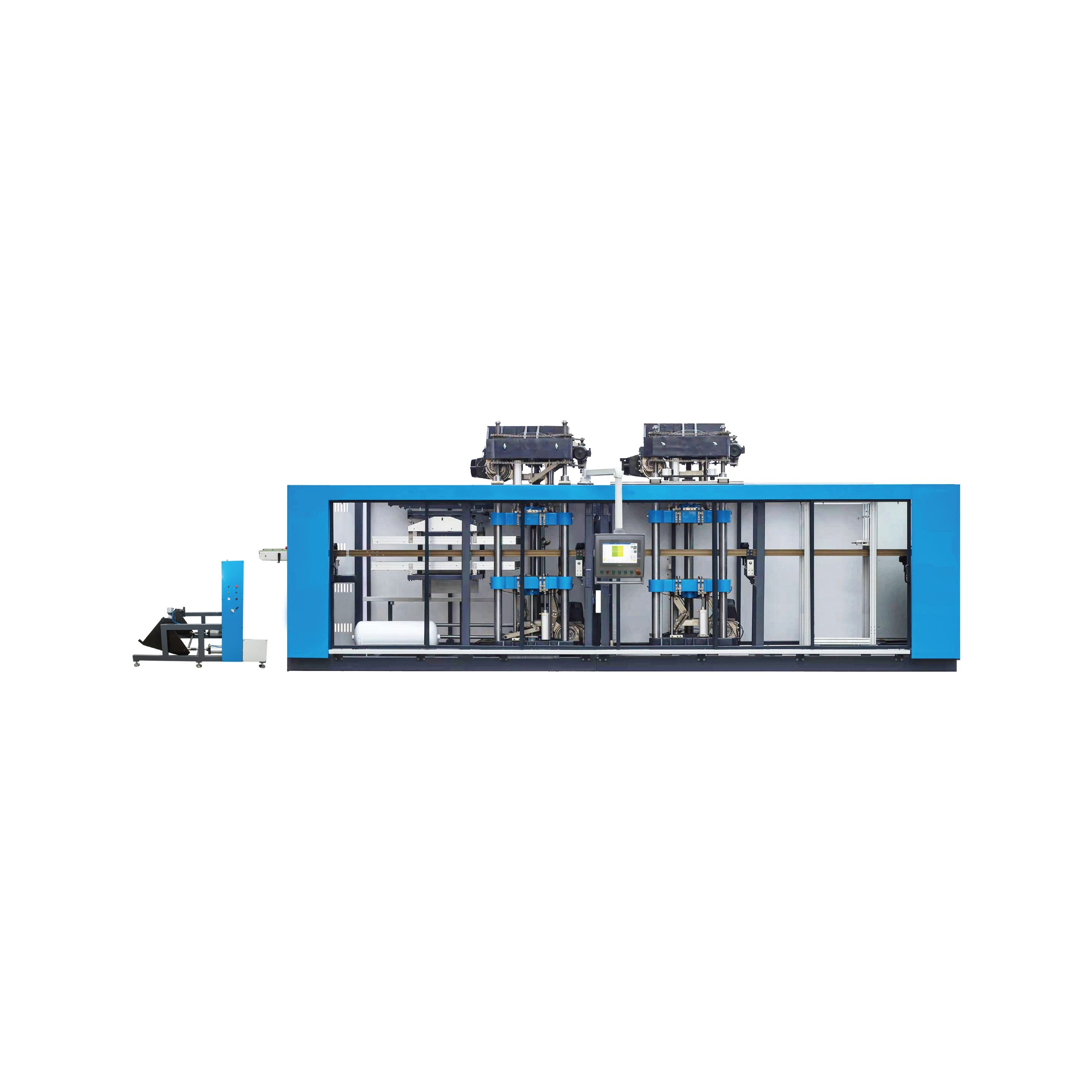
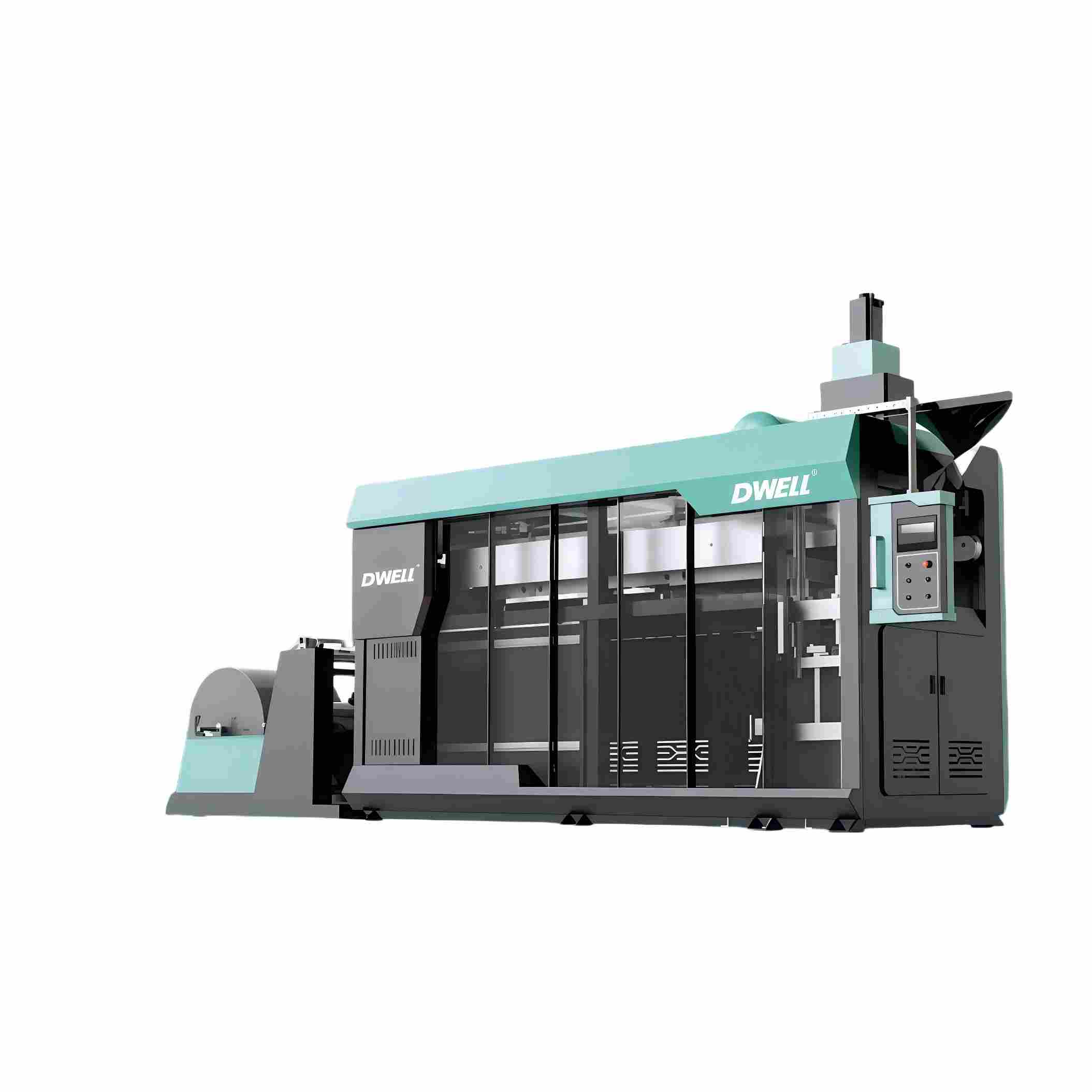
Neden ekstrüzyon hattı makinemizi seçmelisiniz?
Yüksek Otomasyon:
PLA ekstrüzyon üretim hattı modern tasarım ilkelerine sahiptir ve gelişmiş bir otomasyon kontrol sistemi ile donatılmıştır. Bilgisayar programlı kontrol sayesinde sıcaklık, hız ve basınç gibi parametreler de dahil olmak üzere tüm üretim süreci otomatik olarak ayarlanabilmekte, böylece üretim istikrarı ve verimliliği artırılmaktadır.
Enerji Verimli ve Çevre Dostu:
Hat, enerji tüketimini en aza indirmek için optimize edilmiş tasarıma ve verimli ısıtma ve soğutma teknolojilerine sahiptir. Üretim sırasında kesilmiş ve kusurlu plastiği geri kazanmak ve bunları yeni hammaddelere dönüştürmek için bir atık geri dönüşüm sistemi de uygulanmaktadır. Bu da kaynak israfını azaltmakta ve çevrenin korunmasına katkıda bulunmaktadır.
Yüksek Esneklik ve Çok İşlevlilik:
Üretim hattı, mikserler, kalıp kafaları, soğutma sistemleri, çekiş üniteleri ve sarım ekipmanları gibi çeşitli yardımcı cihazlarla donatılmış olup, farklı ambalaj malzemelerinin (ör. filmler, torbalar, tabakalar, vb.) üretimine olanak sağlamaktadır. Kalıp kafaları ve aksesuarlar, farklı ürün gereksinimlerini karşılamak için hızla değiştirilebilir ve hattın esnekliğini artırır. Ayrıca ekipman, çift eksenli germe ve ko-ekstrüzyon gibi özellikleri destekleyerek farklı renk ve özelliklere sahip malzemeler kullanıldığında hem performansı hem de uyarlanabilirliği artıran çok katmanlı ambalaj malzemelerinin üretilmesini sağlar.
Tutarlı Ürün Kalitesi ve İstikrarı:
Hassas ekstrüzyon süreçleri ve yüksek kaliteli ekipmanlar sayesinde üretilen plastik ambalaj malzemeleri, birinci sınıf ambalaj uygulamaları için gereken yüksek kalite standartlarını karşılayan tek tip kalınlık, sabit boyutlar ve pürüzsüz yüzeyler sergiler.
Ayarlanabilirlik ve Özelleştirme:
Üretim hattı, malzeme kalınlığı, mukavemet, şeffaflık ve diğer parametrelerin müşteri spesifikasyonlarına göre ayarlanmasına olanak tanıyarak çeşitli ambalaj türlerinin farklı ihtiyaçlarını karşılar.
Kolay Bakım:
Ekipman, günlük bakım ve onarımı kolay olacak şekilde tasarlanmış olup, arıza süresini en aza indirir ve üretim süreci boyunca tutarlı bir çalışma sağlar.
Satın alma ve kurulum
Alıcı, teslim edilen Malları aldıktan sonra, kurulum için ekipmanı ve ilgili lojmanı hazırlamakla yükümlüdür. Daha sonra Satıcıya ekipmanın şef ekipman kurulumu, ayarlanması ve ayarlanması için hazır olduğunu yazılı olarak bildirecektir.
Satıcı ve Alıcı arasındaki koordinasyondan sonra, Satıcının teknik uzmanlarının baş-ekipman kurulumu, ayarlama ve ayarlamaya katılmak için ziyaret zamanı, Alıcı, Satıcının teknik uzmanları için istemde bulunur ve Alıcının ülkesine giriş vizelerinin düzenlenmesi için vize desteği sağlar. Satıcının uzmanının müşterinin ülkesinde neden olduğu maliyet (Çin ile Alıcı arasındaki servis bileti, iç trafik, ilaç masrafı, sigorta, konaklama, akşam yemeği dahil) Alıcı tarafından karşılanacaktır. Kurulum, test çalıştırma ve eğitim süresi 3-4 hafta içinde ücretsiz olacaktır.
Şef - ekipman kurulumu sırasında Satıcı, Alıcı'nın teknik uzmanlarını işletme yönetmelikleri, ekipmanın servis ve bakımı konusunda eğitecektir.
Plastik ekstrüderlerde sık karşılaşılan arızalar ve bakım yöntemleri
1. Ana motor yatağının sıcaklık artışı çok yüksek:
Sebep: Kötü yatak yağlaması veya ciddi yatak aşınması.
Onarım yöntemi: Yağlayıcıyı kontrol edin ve ekleyin, motor yataklarını inceleyin ve gerekirse yatakları değiştirin.
2. Kararsız kafa basıncı:
Sebep: Ana motor hızı eşit değil veya besleme motoru hızı eşit değil, bu da besleme miktarında dalgalanmalara neden oluyor.
Onarım yöntemi: Ana motor kontrol sistemini ve yatakları kontrol edin ve besleme sistemi motorunu ve kontrol sistemini inceleyin.
3. Düşük yağlama yağı basıncı:
Sebep: Yağlama yağı sistemi basınç ayar valfinin basınç ayar değeri çok düşük, yağ pompası arızalı veya emme borusu tıkalı.
Onarım yöntemi: Yağlama yağı sisteminin basınç ayar valfini kontrol edin ve ayarlayın ve yağ pompasını ve emme borusunu inceleyin.
4. Otomatik ekran değiştirme cihazının yavaş veya etkisiz hızı:
Sebep: Düşük hava veya yağ basıncı, silindir sızıntısı veya hidrolik istasyon sızıntısı.
Onarım yöntemi: Elek değiştirme cihazının güç sistemini kontrol edin ve silindirin veya hidrolik silindirin sızdırmazlık durumunu inceleyin.
5. Emniyet pimi veya emniyet anahtarı kesilmiştir:
Sebep: Sıkma sistemi aşırı torka sahiptir ve ana motor giriş yatağı bağlantısı ile eş merkezli değildir.
Onarım yöntemi: Ekstrüzyon sisteminin sıkıştırma vidasına giren metal veya başka bir nesne olup olmadığını kontrol edin ve ana motoru ayarlayın.
6. Ekstrüzyon hacminde ani düşüş:
Sebep: Besleme sistemi arızalı veya haznede malzeme yok, bu da ekstrüzyon sisteminin giren sert nesneler nedeniyle vidaya sıkışmasına neden oluyor.
Onarım yöntemi: Besleme sisteminin veya haznenin malzeme seviyesini kontrol edin ve ekstrüzyon sistemini temizleyin.
7. Kararsız ana bilgisayar akımı:
Sebep: Düzensiz besleme, hasarlı veya yetersiz yağlanmış ana motor yatakları, ısıtıcının belirli bir bölümünün arızalanması veya ısıtılmaması, yanlış vida ayar pedi veya fazı, bileşen paraziti.
Onarım yöntemi: Besleyiciyi kontrol edin, sorun giderin, ana motoru onarın, gerekirse yatakları değiştirin, her bir ısıtıcının düzgün çalışıp çalışmadığını kontrol edin, gerekirse ısıtıcıyı değiştirin, ayar pedini kontrol edin, parazit olup olmadığını kontrol etmek için vidayı dışarı çekin.
8. Ana motor çalışmıyor:
Sebep: Sürüş programında bir hata var, ana motor dişinde bir sorun var, sigorta yanmış ve ana motorla ilgili kilitleme cihazı çalışıyor.
Onarım yöntemi: Programı kontrol edin, doğru sürüş sırasına göre yeniden başlatın, ana motor devresini kontrol edin, yağlama yağı pompasının başlatılıp başlatılmadığını kontrol edin, ana motorla ilgili kilitleme cihazının durumunu kontrol edin, acil durum düğmesinin sıfırlanıp sıfırlanmadığını kontrol edin, frekans dönüştürücünün indüksiyon gücü tamamen boşalmamışsa, ana güç kaynağını kapatın ve yeniden başlatmadan önce 5 dakika bekleyin.
9.Makine kafasından zayıf veya tıkalı tahliye:
Sebep: Isıtıcının belirli bir bölümü çalışmıyor, malzeme zayıf plastikleştirilmiş, çalışma sıcaklığı çok düşük ayarlanmış veya plastiğin moleküler ağırlık dağılımı geniş ve dengesiz, bu da kolayca erimeyen yabancı nesneler içerebilir.
Onarım yöntemi: Isıtıcıyı kontrol edin, gerekirse değiştirin, her bölümün ayarlanan sıcaklığını doğrulayın, gerekirse teknisyene danışın, sıcaklık ayar değerini artırın, ekstrüzyon sistemini ve makine kafasını temizleyin ve inceleyin.
10.Ana güç başlatma akımı çok yüksek:
Sebep: Yetersiz ısıtma süresi, yüksek tork ve ısıtıcının belirli bir bölümünün çalışmaması.
Onarım yöntemi: Sürüş sırasında bir el krankı kullanın. Kolay değilse, ısıtma süresini uzatın veya ısıtıcının her bölümünün düzgün çalışıp çalışmadığını kontrol edin.
11.Ana motor anormal bir ses çıkarıyor:
Sebep: Ana motor yatağı hasarlı ve ana motor tristör doğrultucu devresindeki tristörlerden biri hasarlı.
Onarım yöntemi: Ana motor yataklarını değiştirin, tristör doğrultucu devresini kontrol edin ve gerekirse tristör bileşenlerini değiştirin. on iki bin üç yüz kırk beş Bakım yapılırken, operatörün güvenliğini sağlamak için ekstrüderin çalışmasının durduğundan ve güç kaynağının bağlantısının kesildiğinden emin olunmalıdır. Karmaşık arızalarda, inceleme ve onarım için profesyonel bakım personeline başvurulması önerilir.