Перейти к содержанию
Перейти к содержанию 





Почему мы выбираем материал PLA?
PLA - это прозрачный, нетоксичный и биоразлагаемый экологически чистый материал, изготовленный из возобновляемых ресурсов и широко используемый в производстве следующих продуктов:
Благодаря своей хорошей прозрачности и биоразлагаемости, материал PLA стал популярным выбором для многих экологически чистых предприятий общественного питания для производства одноразовой посуды, такой как тарелки, ножи, вилки, ложки, миски, стаканы, соломинки и т.д.; упаковочной пленки для фруктов, овощей, готовой пищи, конфет, снеков и других продуктов питания; упаковочных контейнеров, таких как коробки для еды на вынос, пакеты на вынос и пакеты для упаковки готовой еды; используется для прозрачной упаковки холодных напитков или фруктовых салатов, бутылок для напитков, бутылок для сока и т.д. Бутылки из PLA, хотя и не такие прочные, как бутылки из ПЭТ, подходят для упаковки низкотемпературных негазированных напитков; хирургические наборы, одноразовые шприцы, перевязочные материалы, упаковка для лекарств и другие медицинские и гигиенические изделия; биосовместимость PLA позволяет использовать его в медицине.
В целом, PLA'Универсальность, биоразлагаемость и экологичность делают его идеальным выбором для широкого спектра продуктов, особенно тех, которые используются в пищевой, упаковочной и медицинской промышленности.
Почему стоит выбрать нашу экструзионную линию?
Высокая степень автоматизации:
Экструзионная линия по производству PLA имеет современный дизайн и оснащена передовой системой автоматического управления. Благодаря компьютерному программированию весь производственный процесс, включая такие параметры, как температура, скорость и давление, может быть автоматически отрегулирован, что повышает стабильность и эффективность производства.
Энергоэффективность и экологичность:
Линия имеет оптимизированный дизайн и эффективные технологии нагрева и охлаждения для минимизации потребления энергии. Также внедрена система переработки отходов, позволяющая извлекать обрезки и бракованный пластик в процессе производства и перерабатывать их в новое сырье. Это сокращает количество отходов и способствует защите окружающей среды.
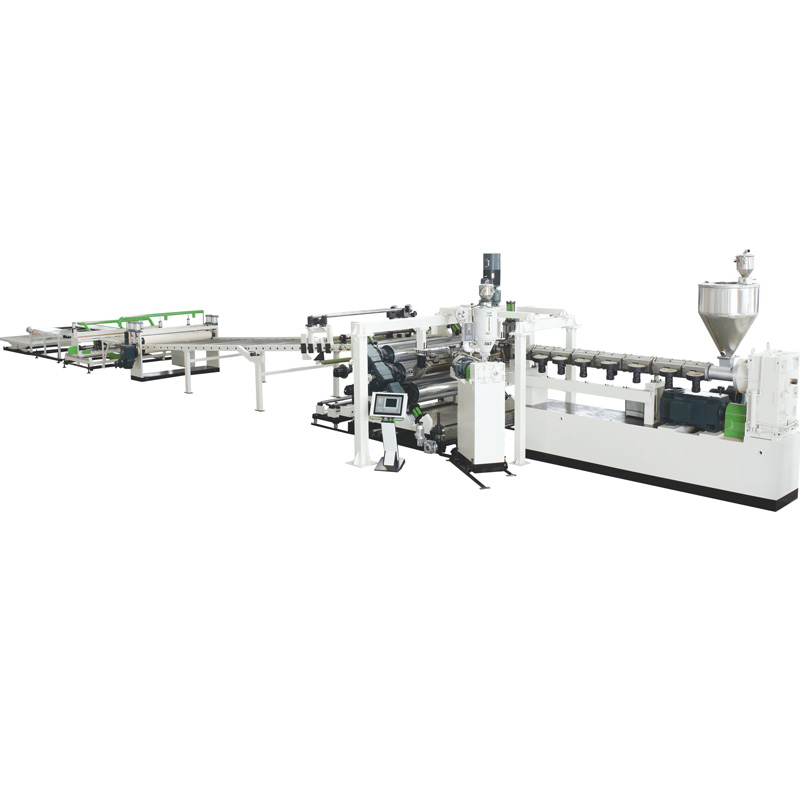
Высокая гибкость и многофункциональность:
Производственная линия оснащена различными вспомогательными устройствами, такими как смесители, фильерные головки, системы охлаждения, тяговые агрегаты и намоточное оборудование, что позволяет производить различные виды упаковочных материалов (например, пленки, пакеты, листы и т. д.). Штамповочные головки и аксессуары могут быть быстро заменены в соответствии с различными требованиями к продукции, что повышает гибкость линии. Кроме того, оборудование поддерживает такие функции, как двухосное растяжение и соэкструзия, что позволяет производить многослойные упаковочные материалы, которые повышают производительность и адаптивность при использовании материалов с различными цветами и свойствами.
Постоянное качество и стабильность продукта:
Благодаря точным процессам экструзии и высококачественному оборудованию производимые пластиковые упаковочные материалы имеют равномерную толщину, стабильные размеры и гладкую поверхность, что соответствует стандартам качества, предъявляемым к упаковке премиум-класса.
Возможность регулировки и настройки:
Производственная линия позволяет регулировать толщину, прочность, прозрачность и другие параметры материала в соответствии со спецификациями заказчика, удовлетворяя разнообразные потребности различных видов упаковки.
Простой уход:
Оборудование разработано для простого ежедневного обслуживания и ухода, что сводит к минимуму время простоя и обеспечивает стабильную работу в течение всего производственного процесса.
Приобретение и установка
После получения поставленного Товара Покупатель обязан подготовить, полученное оборудование и соответствующее помещение для его установки. Затем в письменной форме сообщить Продавцу о готовности оборудования к шеф-монтажу, настройке и регулировке.
После согласования между Продавцом и Покупателем времени визита технических специалистов Продавца для участия в шеф-монтаже, наладке и регулировке оборудования, Покупатель оформляет приглашение для технических специалистов Продавца и оказывает им визовую поддержку для оформления въездных виз в страну Покупателя. Расходы, связанные с пребыванием специалиста Продавца в стране Покупателя (включая трансферный билет между Китаем и страной Покупателя, внутренние перевозки, стоимость медикаментов, страховку, проживание, ужин), покрываются Покупателем. Время установки, тестирования и обучения будет бесплатным в течение 3 - 4 недель.
В процессе шеф-монтажа оборудования Продавец проведет обучение технических специалистов Покупателя правилам эксплуатации, обслуживания и ремонта оборудования.
Распространенные неисправности и методы обслуживания экструдеров для пластмасс
1.Повышение температуры подшипника главного двигателя слишком велико:
Причина: Плохая смазка подшипника или сильный износ подшипника.
Метод ремонта: Проверьте и добавьте смазку, осмотрите подшипники двигателя и при необходимости замените их.
2.Нестабильное давление напора:
Причина: Скорость главного двигателя неравномерна или скорость двигателя подачи неравномерна, что приводит к колебаниям количества подачи.
Метод ремонта: Проверьте систему управления главным двигателем и подшипники, осмотрите двигатель системы подачи и систему управления.
3.Низкое давление смазочного масла:
Причины: Слишком низкое значение давления на клапане регулировки давления системы смазки, неисправность масляного насоса или засорение всасывающего трубопровода.
Метод ремонта: Проверьте и отрегулируйте клапан регулировки давления в системе смазочного масла, осмотрите масляный насос и всасывающую трубу.
4.Медленная или неэффективная скорость работы устройства автоматической смены экрана:
Причины: Низкое давление воздуха или масла, негерметичность цилиндра или гидравлической станции.
Метод ремонта: Проверьте систему питания устройства замены экрана и проверьте состояние уплотнения цилиндра или гидроцилиндра.
5.Отрезан предохранительный штифт или предохранительный ключ:
Причины: Отжимная система имеет чрезмерный крутящий момент, а главный двигатель не концентричен с входным подшипниковым соединением.
Метод ремонта: Проверьте, не попал ли какой-либо металлический или другой предмет в зажимной винт системы экструзии, и отрегулируйте главный двигатель.
6.Внезапное уменьшение объема экструзии:
Причина: Система подачи неисправна или в бункере нет материала, в результате чего экструзионная система застревает в шнеке из-за попадания твердых предметов.
Метод ремонта: Проверьте уровень материала в системе подачи или бункере и очистите систему экструзии.
7.Нестабильный ток хозяина:
Причины: Неравномерная подача, поврежденные или плохо смазанные подшипники главного двигателя, неисправность или отсутствие нагрева определенной секции нагревателя, неправильная регулировка винта площадки или фазы, помехи в работе компонентов.
Метод ремонта: Проверьте питатель, устраните неполадки, отремонтируйте главный двигатель, замените подшипники, если необходимо, проверьте правильность работы каждого нагревателя, замените нагреватель, если необходимо, проверьте регулировочную площадку, вытяните винт, чтобы проверить наличие помех.
8.Главный двигатель не запускается:
Причины: Ошибка в программе управления, проблема с резьбой главного двигателя, перегорел предохранитель, работает устройство блокировки, связанное с главным двигателем.
Метод ремонта: Проверьте программу, перезапустите в правильной последовательности движения, проверьте цепь главного двигателя, проверьте, запущен ли насос смазочного масла, проверьте состояние устройства блокировки, связанного с главным двигателем, проверьте, сброшена ли аварийная кнопка, если индукционная мощность преобразователя частоты не полностью разряжена, отключите основное питание и подождите 5 минут перед перезапуском.
9.Плохой или заблокированный выход из головки машины:
Причины: Определенная секция нагревателя не работает, материал плохо пластифицирован, рабочая температура установлена слишком низко, или молекулярно-массовое распределение пластика широкое и нестабильное, что может содержать посторонние предметы, которые нелегко расплавить.
Метод ремонта: Проверьте нагреватель, при необходимости замените его, проверьте установленную температуру каждой секции, при необходимости проконсультируйтесь с техником, увеличьте установленное значение температуры, очистите и осмотрите экструзионную систему и головку машины.
10.Слишком высокий пусковой ток основного питания:
Причина: недостаточное время нагрева, высокий крутящий момент, неработающая часть нагревателя.
Метод ремонта: Во время движения используйте ручную рукоятку. Если это не удается, увеличьте время нагрева или проверьте, правильно ли работает каждая секция нагревателя.
11.Главный двигатель издает ненормальный звук:
Причины: Поврежден подшипник главного двигателя, а также поврежден один из тиристоров в цепи тиристорного выпрямителя главного двигателя.
Метод ремонта: Замените подшипники главного двигателя, проверьте цепь тиристорного выпрямителя, при необходимости замените компоненты тиристора. двенадцать тысяч триста сорок пять При проведении технического обслуживания необходимо убедиться, что экструдер остановлен и отключено электропитание, чтобы обеспечить безопасность оператора. При сложных неисправностях рекомендуется обратиться к профессиональному техническому персоналу для проверки и ремонта.