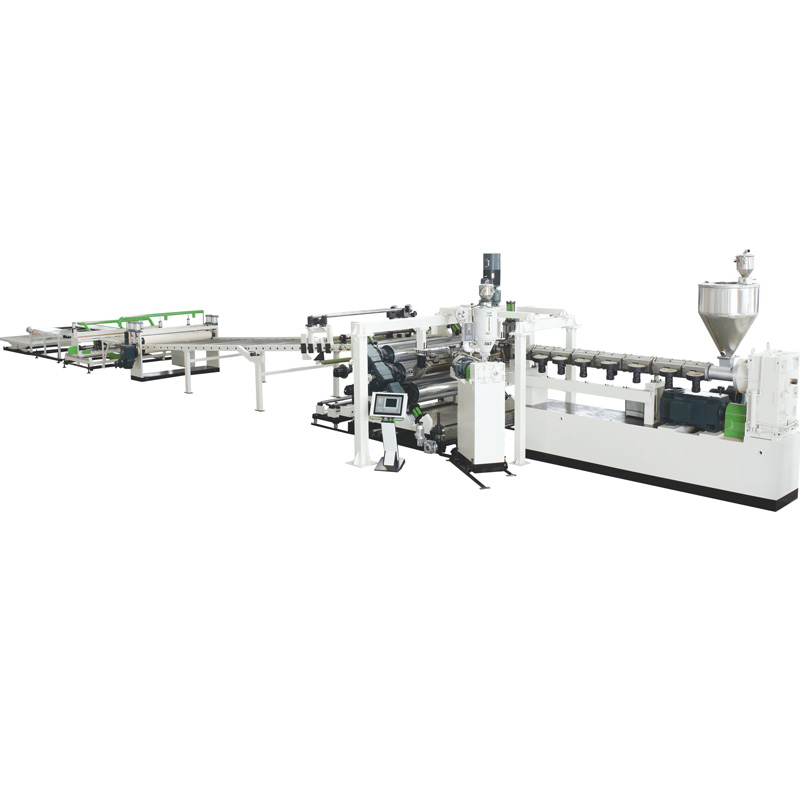
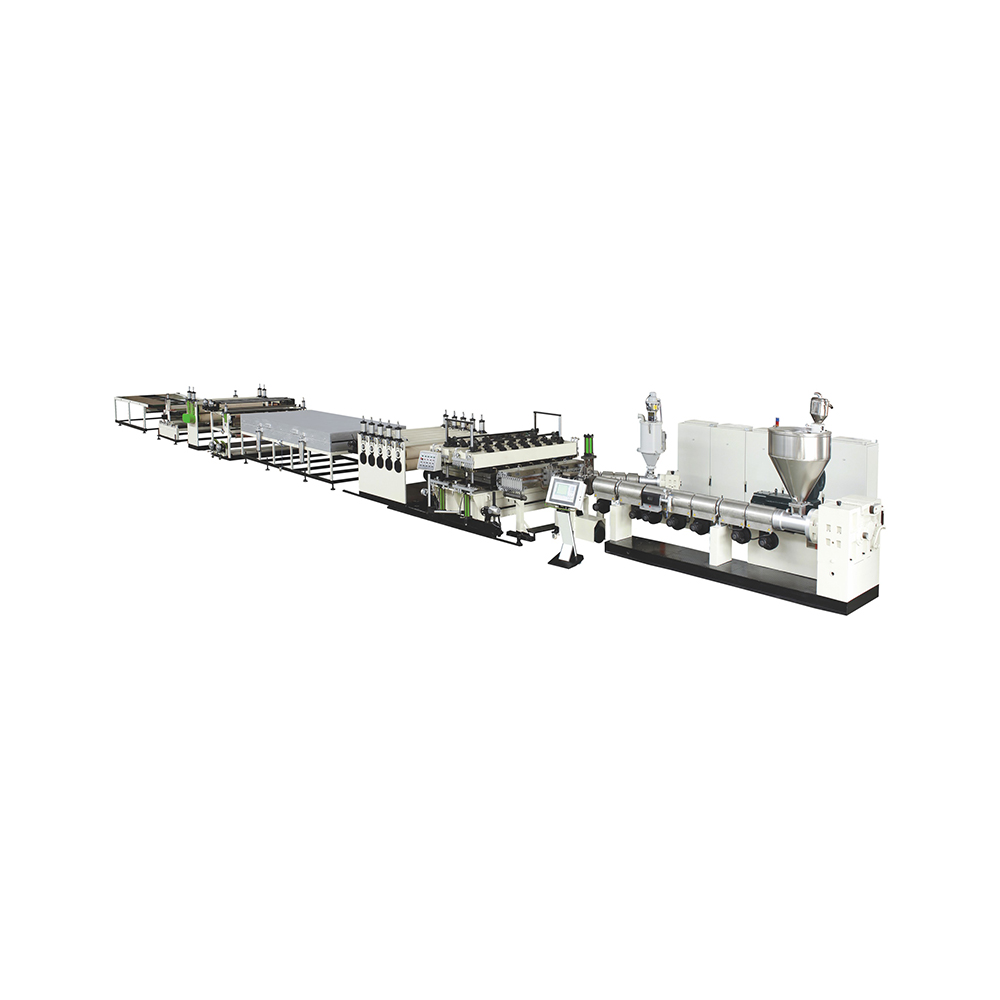
ボード押出ラインの構成
押出
押出成形は生産ラインの主要設備であり、安価な原材料の可塑化、溶融、押出成形を担当する。ボード押出成形は通常、高性能の単軸または二軸スクリュープレスを採用し、高い生産性と蒸発一貫性の要件を満たします。
死ね
テーブルダイは通常、コートハンガー構造またはブレード構造で、広い吐出口を特徴とし、溶融プラスチックを所望の幅と厚さのスラブに均等に分泌するために使用される。
三本ロールカレンダー
3本ロールスケジュールは、溶融したホットスラブの正確なカレンダー処理、厚み設定、表面レベリングに使用され、標準的な板厚ときれいで平坦な表面を確保します。ローラーは個別に温度制御が可能で、さまざまな材料の手順要件に対応します。
冷却システム
冷却システムは通常、多段冷却ローラーハンガーまたは空冷製品で構成され、基板の温度を徐々に下げ、変形を止め、寸法を維持するために使用される。
プーラー
リフターは、テーブルを保持するために上部と下部のトラックを使用し、一定のグリップを提供することで、均一な前進を維持し、先行するカレンダー加工と後続の切断工程との同期を維持する。
切断ユニット
カッティング・ユニットは、連続したボードを設定された長さに自動的に横方向に切断する。一般的なタイプには、油圧式シンクロカッターやフライングソーがあり、さまざまな厚さや硬さのボードに適しています。
スタッカー
スタッカーは、切断されたボードを自動的に集めて積み重ね、梱包、保管、輸送に便利なように整然と並べる。
ボード押出ラインの動作原理
プラスチックペレットは、自動ローディングシステムによって押出機に供給され、加熱とスクリューせん断の複合作用によって溶融・可塑化されます。その後、溶融材料はボードダイを通して押し出され、連続スラブとなります。このスラブは、カレンダー処理、厚み校正、3本ロールカレンダーでの予備冷却を経て、冷却システムで完全に固化する。その後、ボードはプーラーによって一定の速度で引っ張られ、カッターによってあらかじめ設定された長さに切断され、最後にスタッカーによって自動的に回収され、積み重ねられます。
応用分野
ボード押出成形ラインは、建築装飾(内装パーティション、外壁パネルなど)、広告表示ボード、工業用パレット、包装用ライナー、家具用パネル、輸送用内装トリムなどの分野で広く使用されています。様々な厚さ(通常2~30mm)、幅、表面構造のプラスチックボードを生産することができる。