Skip to content
Skip to content 





Pourquoi choisir le matériau PLA ?
Le PLA est un matériau transparent, non toxique et biodégradable, respectueux de l'environnement, fabriqué à partir de ressources renouvelables et couramment utilisé dans la production des produits suivants :
En raison de sa bonne transparence et de sa biodégradabilité, le matériau PLA est devenu un choix populaire pour de nombreuses entreprises de restauration respectueuses de l'environnement pour produire de la vaisselle jetable telle que des assiettes, des couteaux, des fourchettes, des cuillères, des bols, des gobelets, des pailles, etc. ; des films d'emballage pour les fruits, les légumes, les aliments cuits, les bonbons, les snacks et autres aliments ; des conteneurs d'emballage tels que des boîtes de nourriture à emporter, des sacs à emporter et des sacs d'emballage pour produits prêts à consommer ; utilisés pour des boîtes d'emballage transparentes de boissons froides ou de salades de fruits, des bouteilles de boissons, des bouteilles de jus de fruits, etc. Les bouteilles en PLA, bien que moins résistantes que les bouteilles en PET, conviennent à l'emballage de boissons non gazeuses à basse température ; kits chirurgicaux, seringues jetables, pansements, emballages de médicaments et autres produits médicaux et d'hygiène, la biocompatibilité du PLA lui confère certaines applications dans le domaine médical.
En résumé, le PLAsa polyvalence, sa biodégradabilité et ses propriétés respectueuses de l'environnement en font un choix idéal pour une large gamme de produits, en particulier ceux utilisés dans les secteurs de la restauration, de l'emballage et de la médecine.
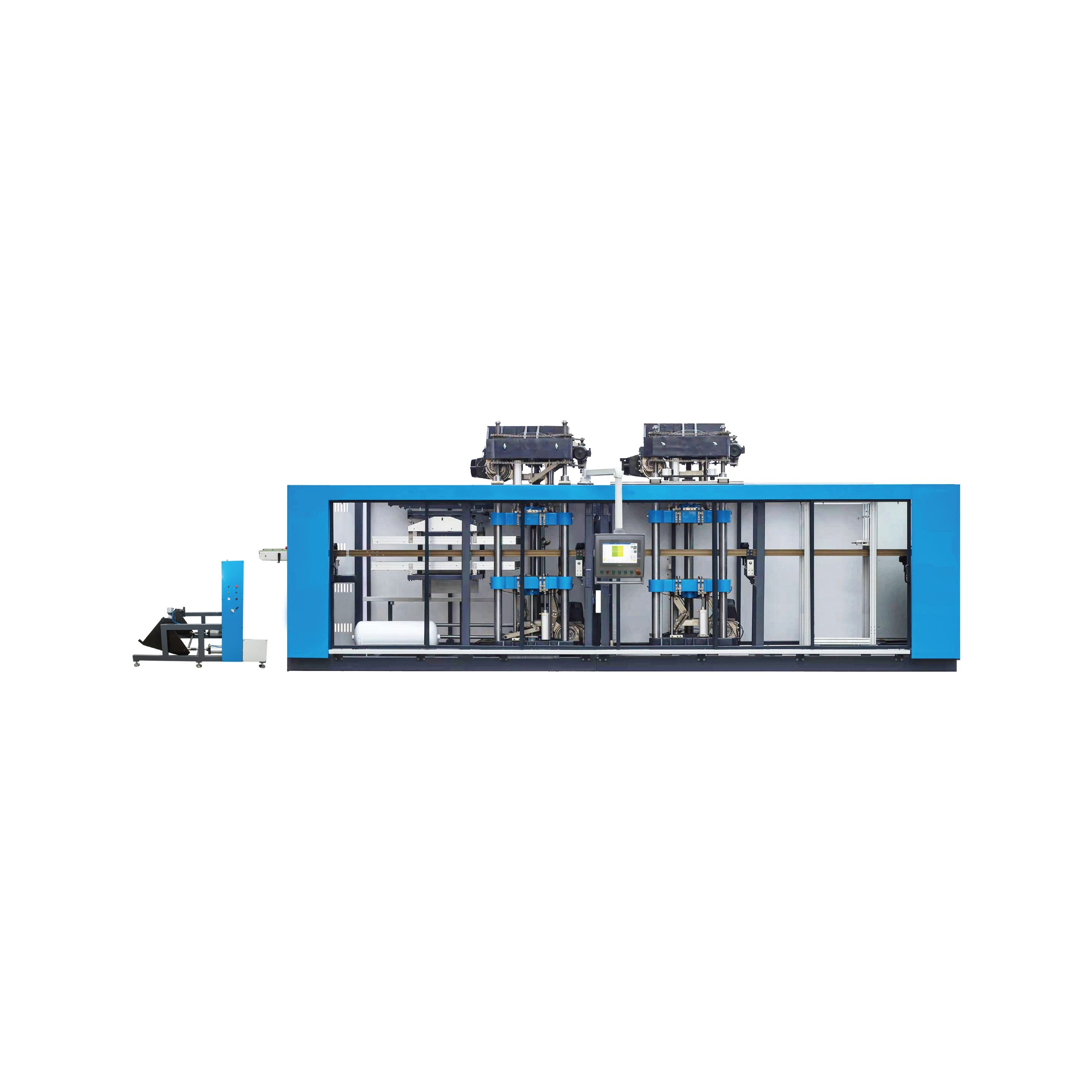
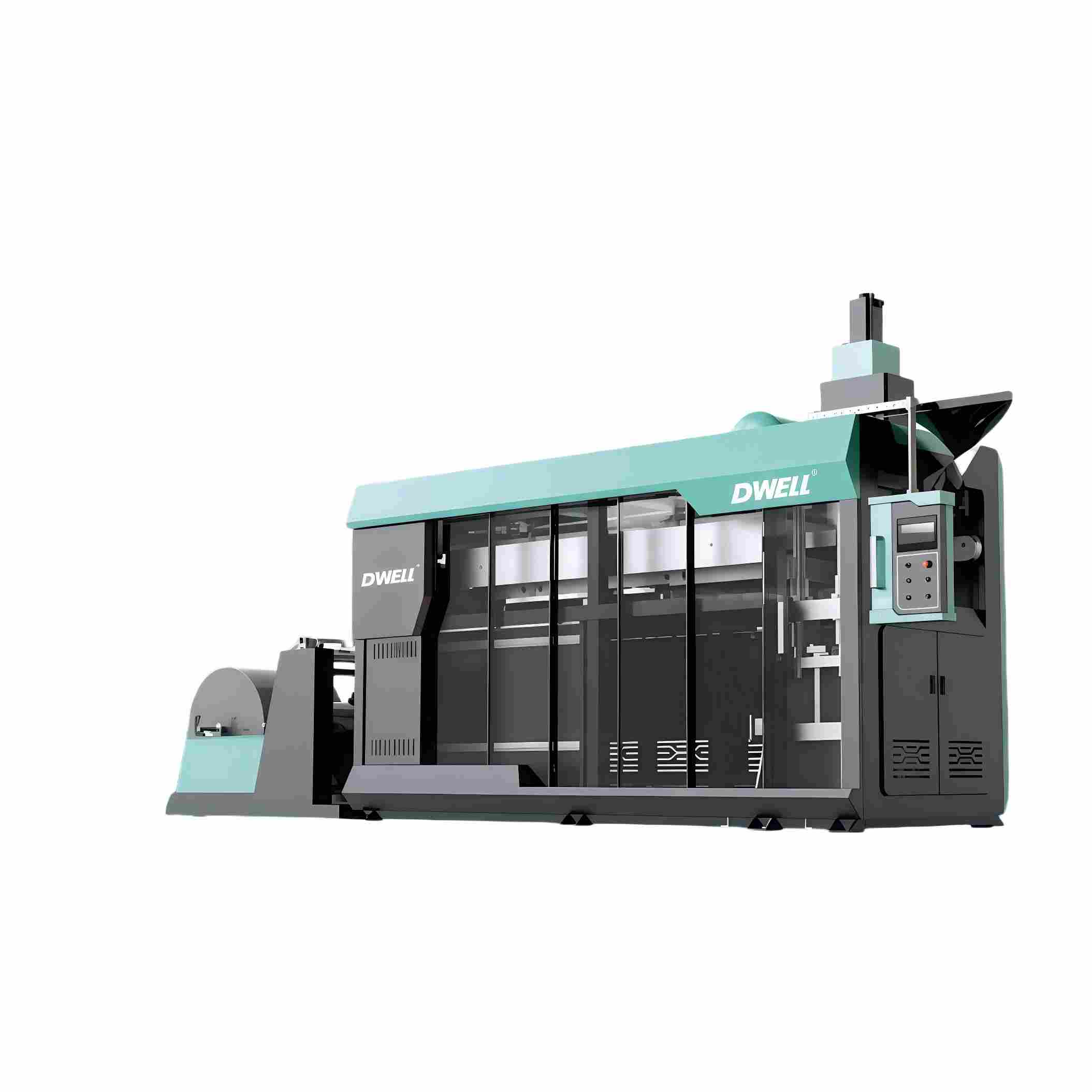
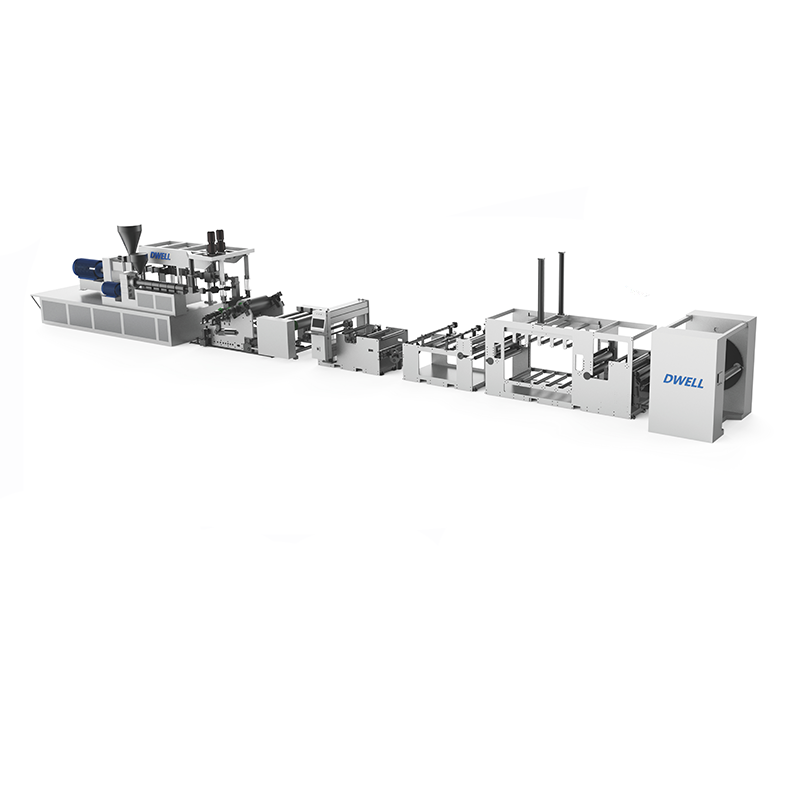
Pourquoi choisir notre ligne d'extrusion ?
Automatisation élevée :
La ligne de production d'extrusion de PLA présente des principes de conception modernes et est équipée d'un système de contrôle d'automatisation avancé. Grâce à un contrôle programmé par ordinateur, l'ensemble du processus de production, y compris les paramètres tels que la température, la vitesse et la pression, peut être ajusté automatiquement, ce qui améliore la stabilité et l'efficacité de la production.
Efficacité énergétique et respect de l'environnement :
La ligne intègre une conception optimisée et des technologies de chauffage et de refroidissement efficaces pour minimiser la consommation d'énergie. Un système de recyclage des déchets est également mis en œuvre pour récupérer les chutes et les plastiques défectueux au cours de la production, et les retraiter pour en faire de nouvelles matières premières. Cela permet de réduire le gaspillage des ressources et de contribuer à la protection de l'environnement.
Grande flexibilité et multifonctionnalité :
La ligne de production est équipée de divers dispositifs auxiliaires, tels que des mélangeurs, des têtes de découpe, des systèmes de refroidissement, des unités de traction et des équipements d'enroulement, permettant la production de différents types de matériaux d'emballage (par exemple, films, sacs, feuilles, etc.). Les têtes de découpe et les accessoires peuvent être rapidement remplacés pour répondre aux différentes exigences des produits, ce qui améliore la flexibilité de la ligne. En outre, l'équipement prend en charge des fonctions telles que l'étirement biaxial et la co-extrusion, permettant la production de matériaux d'emballage multicouches qui améliorent à la fois les performances et l'adaptabilité lors de l'utilisation de matériaux ayant des couleurs et des propriétés différentes.
Qualité et stabilité constantes des produits :
Grâce à des processus d'extrusion précis et à des équipements de haute qualité, les matériaux d'emballage en plastique produits présentent une épaisseur uniforme, des dimensions stables et des surfaces lisses, répondant ainsi aux normes de haute qualité requises pour les applications d'emballage haut de gamme.
Ajustement et personnalisation :
La ligne de production permet d'ajuster l'épaisseur du matériau, sa résistance, sa transparence et d'autres paramètres en fonction des spécifications du client, ce qui permet de répondre aux divers besoins des différents types d'emballage.
Entretien facile :
L'équipement est conçu pour faciliter la maintenance et l'entretien quotidiens, ce qui minimise les temps d'arrêt et garantit un fonctionnement constant tout au long du processus de production.
Achat et installation
Après avoir reçu les marchandises livrées, l'acheteur est tenu de préparer l'équipement obtenu et le logement applicable pour son installation. Il doit ensuite informer le vendeur par écrit de la disponibilité de l'équipement pour l'installation, la mise en place et le réglage de l'équipement principal.
Après coordination entre le vendeur et l'acheteur de la période de visite des spécialistes techniques du vendeur pour la participation au chef - installation de l'équipement, mise en place et réglage, l'acheteur prend les dispositions nécessaires pour les spécialistes techniques du vendeur et les aide à obtenir les visas d'entrée dans le pays de l'acheteur. Les frais occasionnés par l'expert du vendeur dans le pays du client (y compris le billet de navette entre la Chine et le pays de l'acheteur, le trafic intérieur, les frais de médicaments, l'assurance, le logement, le dîner) seront couverts par l'acheteur. La durée de l'installation, des essais et de la formation est de 3 à 4 semaines.
Au cours de l'installation de l'équipement principal, le vendeur assurera la formation des spécialistes techniques de l'acheteur aux règles de fonctionnement, à l'entretien et à la maintenance de l'équipement.
Défauts courants et méthodes d'entretien des extrudeuses de matières plastiques
1. l'augmentation de la température du roulement du moteur principal est trop élevée :
Raison : Mauvaise lubrification des roulements ou usure importante des roulements.
Méthode de réparation : Vérifier et ajouter du lubrifiant, inspecter les roulements du moteur et remplacer les roulements si nécessaire.
2. pression de tête instable :
Raison : La vitesse du moteur principal est irrégulière ou la vitesse du moteur d'alimentation est irrégulière, ce qui entraîne des fluctuations de la quantité d'alimentation.
Méthode de réparation : Vérifier le système de contrôle du moteur principal et les roulements, et inspecter le moteur du système d'alimentation et le système de contrôle.
3. faible pression de l'huile de lubrification :
Raison : La valeur de réglage de la pression du régulateur de pression du système d'huile de graissage est trop basse, la pompe à huile est défectueuse ou le tuyau d'aspiration est obstrué.
Méthode de réparation : Vérifier et régler la vanne de régulation de pression du système d'huile de lubrification, et inspecter la pompe à huile et le tuyau d'aspiration.
4. vitesse lente ou inefficace du dispositif automatique de changement d'écran :
Raison : Faible pression d'air ou d'huile, fuite du cylindre ou de la station hydraulique.
Méthode de réparation : Vérifier le système d'alimentation du dispositif de remplacement de l'écran et inspecter l'état d'étanchéité du cylindre ou du vérin hydraulique.
5. la goupille de sécurité ou la clé de sécurité est coupée :
Raison : Le système d'essorage a un couple excessif et le moteur principal n'est pas concentrique avec la connexion du palier d'entrée.
Méthode de réparation : Vérifier qu'aucun objet métallique ou autre ne pénètre dans la vis de serrage du système d'extrusion et régler le moteur principal.
6. diminution soudaine du volume d'extrusion :
Raison : Le système d'alimentation a mal fonctionné ou il n'y a pas de matière dans la trémie, ce qui fait que le système d'extrusion reste bloqué dans la vis en raison de l'entrée d'objets durs.
Méthode de réparation : Vérifier le niveau de matériau du système d'alimentation ou de la trémie, et nettoyer le système d'extrusion.
7. courant instable de l'hôte :
Raison : Alimentation irrégulière, roulements du moteur principal endommagés ou mal lubrifiés, mauvais fonctionnement ou non-chauffage d'une certaine section de l'élément chauffant, patin ou phase de réglage de la vis incorrects, interférence des composants.
Méthode de réparation : Vérifier l'alimentation, dépanner, réparer le moteur principal, remplacer les roulements si nécessaire, vérifier si chaque élément chauffant fonctionne correctement, remplacer l'élément chauffant si nécessaire, vérifier le tampon de réglage, retirer la vis pour vérifier qu'il n'y a pas d'interférence.
8. le moteur principal ne peut pas démarrer :
Raison : Il y a une erreur dans le programme de conduite, il y a un problème avec le fil du moteur principal, le fusible est grillé et le dispositif d'interverrouillage lié au moteur principal fonctionne.
Méthode de réparation : Vérifier le programme, redémarrer dans la séquence de conduite correcte, vérifier le circuit du moteur principal, vérifier si la pompe à huile lubrifiante est démarrée, vérifier l'état du dispositif de verrouillage lié au moteur principal, vérifier si le bouton d'urgence est réinitialisé, si la puissance d'induction du convertisseur de fréquence n'est pas complètement déchargée, couper l'alimentation principale et attendre 5 minutes avant de redémarrer.
9. mauvaise évacuation ou évacuation bloquée de la tête de la machine :
Raison : Une certaine section du dispositif de chauffage ne fonctionne pas, le matériau est mal plastifié, la température de fonctionnement est réglée trop bas, ou la distribution du poids moléculaire du plastique est large et instable, ce qui peut contenir des corps étrangers qui ne sont pas faciles à faire fondre.
Méthode de réparation : Vérifier le chauffage, le remplacer si nécessaire, vérifier la température de consigne de chaque section, consulter le technicien si nécessaire, augmenter la valeur de consigne de la température, nettoyer et inspecter le système d'extrusion et la tête de la machine.
10. le courant de démarrage de l'alimentation principale est trop élevé :
Motif : Temps de chauffe insuffisant, couple élevé, et une certaine partie du chauffage ne fonctionnant pas.
Méthode de réparation : Lorsque vous conduisez, utilisez une manivelle. Si ce n'est pas facile, prolongez le temps de chauffage ou vérifiez si chaque section du chauffage fonctionne correctement.
11. le moteur principal émet un son anormal :
Motif : Le roulement du moteur principal est endommagé et l'un des thyristors du circuit de redressement du moteur principal est endommagé.
Méthode de réparation : Remplacer les roulements du moteur principal, vérifier le circuit de redressement du thyristor et remplacer les composants du thyristor si nécessaire. douze mille trois cent quarante-cinq Lors de l'entretien, il convient de s'assurer que l'extrudeuse a cessé de fonctionner et que l'alimentation électrique a été déconnectée afin de garantir la sécurité de l'opérateur. Pour les pannes complexes, il est recommandé de faire appel à un personnel d'entretien professionnel pour l'inspection et la réparation.