Перейти к содержанию
Перейти к содержанию 






(一) Производственные процессы
- Подготовка сырья
В качестве сырья компания Dwell выбирает высококачественные гранулы GPPS, чтобы их текучесть и формовочные свойства были очень хорошими и обеспечивали бесперебойный процесс экструзии. Что касается хранения, Dwell строго придерживается сухой среды, так как гранулы GPPS гигроскопичны и поглощение влаги может привести к появлению дефектов, таких как воздушные пузырьки во время экструзии, что может повлиять на качество листа. Кроме того, для обеспечения однородности экструзии гранулы просеиваются для удаления возможных комков или примесей.
- Процесс экструзии
После того как сырье попадает в основную машину, шнек в экструдере вращается, чтобы продвинуть сырье вперед, и в то же время ствол нагревается, чтобы быстро расплавить и пластифицировать GPPS. Температурный контроль ствола разделен на несколько зон, от секции подачи до головки, температура постепенно увеличивается, как правило, между 180 - 230 ℃, и температура каждой зоны может быть точно отрегулирована, чтобы обеспечить равномерную пластификацию GPPS в оптимальных температурных условиях, чтобы избежать местного перегрева, приводящего к разложению материала. Во время процесса экструзии скорость вращения шнека можно гибко регулировать в определенном диапазоне в зависимости от производственного спроса, обычно 10-60 об/мин, чтобы адаптироваться к производству листов различной толщины и ширины.
- Охлаждение и калибровка
Экструдированный лист GPPS попадает в зону охлаждения. Первоначальное охлаждение осуществляется с помощью воздушного охлаждения для упрочнения поверхности листа и предотвращения деформации; затем он поступает в зону водяного охлаждения, где циркулирующая вода используется для дальнейшего снижения внутренней температуры листа и обеспечения равномерного охлаждения продукта в целом. Скорость охлаждения точно регулируется системой управления для обеспечения баланса между эффективностью производства и качеством продукции. Калибровочный узел оснащен высокоточными роликами, поверхность которых специально обработана с высокой твердостью и низкой шероховатостью для оказания равномерного давления на формовочный лист, чтобы гарантировать, что изделие достигает точных размеров и производится строго в соответствии с требованиями заказчика.
- Резка и отделка
Оборудование для резки выбирается в соответствии с техническими характеристиками продукции и требованиями производства. Для резки листов обычного размера в основном используются высокоскоростные циркулярные пилы со скоростью вращения пильного диска до 3000-5000 об/мин и точностью резки до ±0,5 мм, что позволяет осуществлять эффективную и быструю резку. Для листов с более высокими требованиями к точности или сложной формы, таких как фигурные листы, используемые для декорирования высокого класса, используются станки лазерной резки, точность резки которых регулируется в пределах ±0,1 мм и позволяет вырезать различные изысканные узоры и формы. Края вырезанных листов обрабатываются в разной степени в зависимости от требований к применению. Для упаковочной продукции края просто обрабатываются фаской, чтобы предотвратить появление царапин; для архитектурных декоративных панелей проводится тонкая полировка и шлифовка, чтобы поверхность была гладкой, как зеркало, для повышения эстетики продукта.
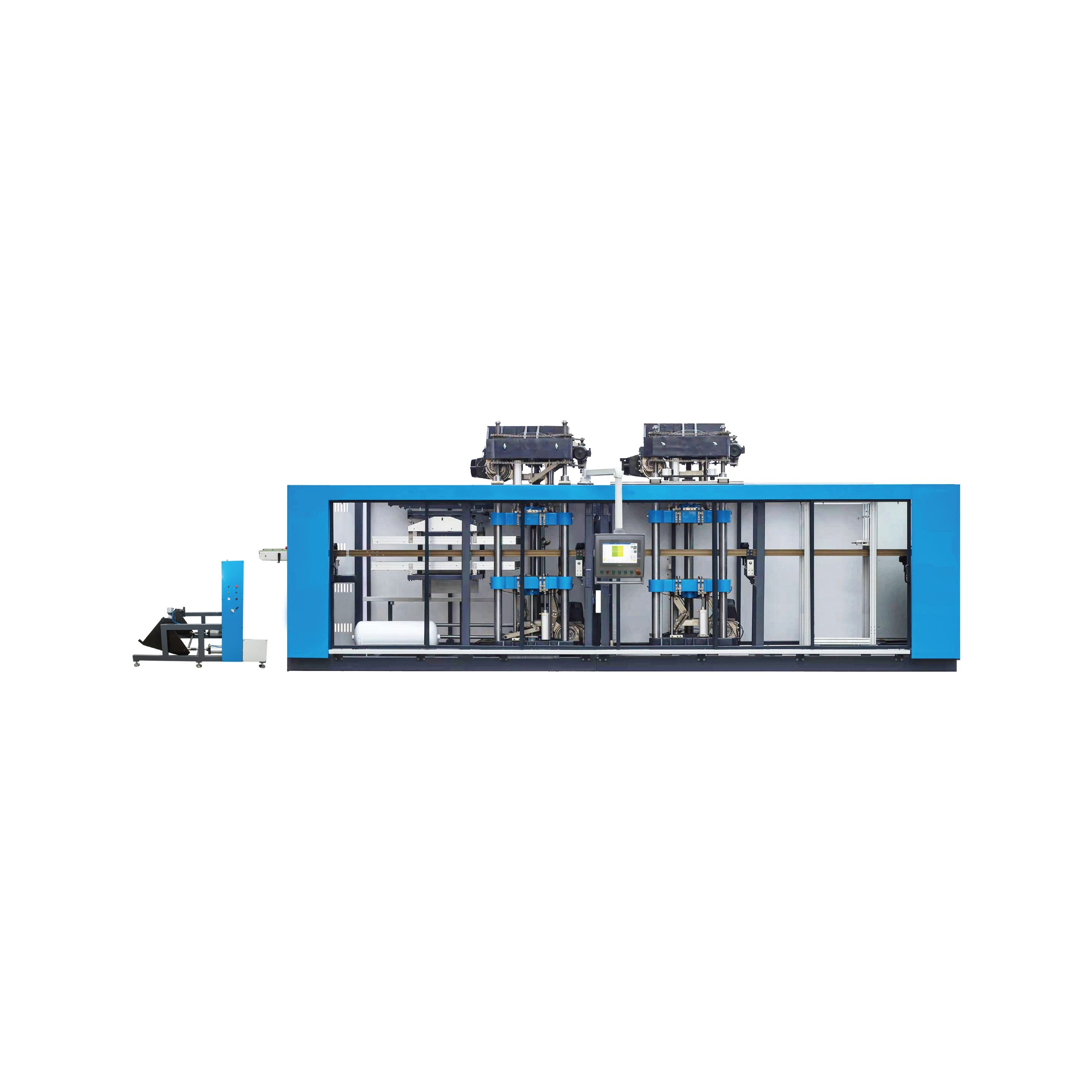
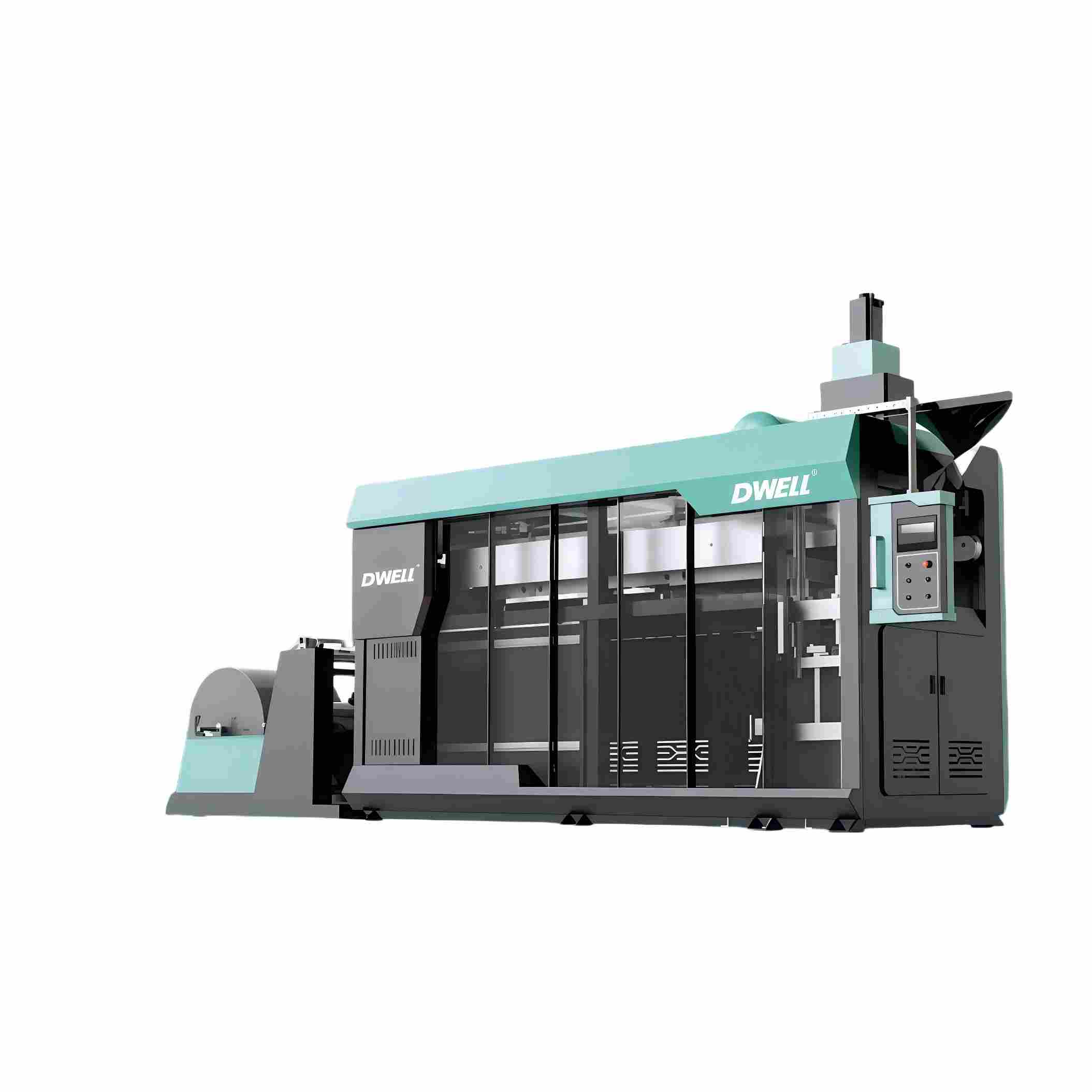
(二) Состав оборудования
- Экструдер
Экструдер является ключевой частью производственной линии, которая состоит из нескольких важных частей. Его система подачи использует вакуумное загрузочное устройство, которое позволяет избежать попадания частиц воздуха в процессе транспортировки и обеспечивает стабильность и равномерность подачи. Ствол изготовлен из высококачественной легированной стали, которая обладает хорошей устойчивостью к высокой температуре и истиранию, а внутренняя стенка обработана специальным азотированием, что еще больше повышает ее твердость и устойчивость к истиранию, а также продлевает срок службы ствола. Шнек изготовлен из высокопрочной азотированной стали с поверхностной твердостью до HV900 - 1000, а соотношение L/D шнека оптимизировано и обычно составляет 25 - 30, чтобы обеспечить достаточное время пребывания материала для пластификации. Система нагрева использует зонированное керамическое нагревательное кольцо, которое может быстро нагреваться и точно контролировать температуру; система охлаждения представляет собой спиральное устройство водяного охлаждения с высокой эффективностью охлаждения, которое может эффективно отводить избыточное тепло ствола.
- Головка для штампа
Головка штампа является ключевым компонентом, определяющим форму и точность размеров изделия. Конструкция бегунов подвесного типа позволяет равномерно распределять расплавленный GPPS в головке штампа, обеспечивая равномерную толщину листа. Внутренняя поверхность бегунка головки штампа тонко отполирована, с шероховатостью Ra0.8 или меньше, что снижает сопротивление потоку материала и предотвращает его задержку и разложение. Зазор между кромками головки может быть точно отрегулирован в диапазоне 0,5 - 10 мм. Благодаря высокоточному регулировочному устройству толщина листа может быть быстро отрегулирована в соответствии с производственными требованиями и оставаться стабильной в процессе производства.
- Система калибровки охлаждения
Охлаждающая калибровочная система состоит из охлаждающей рамы, охлаждающего ролика, калибровочного ролика и системы циркуляции воды. Охлаждающая рама изготовлена из высокопрочного алюминиевого сплава, который обладает хорошей теплоотдачей и структурной стабильностью. Поверхность охлаждающего ролика подвергается хромированию, толщина слоя хромирования равномерна, высокая твердость, коррозионная стойкость, что может эффективно улучшить срок службы и теплопередачу ролика. Калибровочный ролик опирается на высокоточные шарикоподшипники и гибко вращается, что обеспечивает равномерное и стабильное давление на пластины. Система циркуляции воды оснащена энергоэффективными водяными насосами и градирнями, которые могут обеспечить стабильный поток и температуру циркулирующей воды, чтобы гарантировать постоянство эффекта охлаждения.
- Режущее оборудование
Существуют различные типы режущего оборудования для удовлетворения различных производственных потребностей. Оборудование для резки оснащено передовой системой автоматического управления, которая может реализовать автоматическую резку фиксированной длины, автоматический подсчет и другие функции для повышения эффективности производства и точности продукции. Между тем, для обеспечения безопасности операторов, режущее оборудование также оснащено совершенными защитными устройствами, такими как защитные двери, кнопки аварийной остановки и так далее.
(三)Классификация продуктов
1.Обычный лист GPPS
(1)Применение упаковочных материалов: Обычный лист GPPS широко используется в упаковочной промышленности. Благодаря своей отличной прозрачности и устойчивости к влаге и химикатам, он обычно используется для изготовления пищевой тары, такой как одноразовые стаканчики, тарелки и подносы для еды, а также может применяться для блистерной упаковки потребительских товаров.
(2)Применение архитектурных и декоративных материалов: В архитектурной сфере листы GPPS используются в качестве интерьерных декоративных панелей. На них можно наносить различные рисунки и цвета, чтобы имитировать внешний вид других материалов, таких как дерево или мрамор, по более низкой цене. Они также могут использоваться в качестве потолочных материалов и представляют собой легкий, простой в установке вариант с хорошими акустическими характеристиками.
2.Другие применения
(1)Канцелярские приложения: Прозрачность и жесткость хлопьев GPPS позволяют использовать их в производстве некоторых канцелярских товаров, таких как линейки, транспортиры и прозрачные папки.
(2)Применение игрушек: В игрушечной промышленности безопасность и долговечность GPPS позволяет использовать его в производстве некоторых деталей игрушек, например, прозрачных окон в моделях игрушек или упаковки для маленьких игрушек.