İçeriğe geç
İçeriğe geç 






(一) Üretim süreçleri
- Hammadde hazırlama
Dwell hammadde olarak yüksek kaliteli GPPS peletlerini seçer, böylece sorunsuz ekstrüzyon işlemi sağlamak için akış ve kalıplama özellikleri çok iyi olacaktır. Depolama açısından, GPPS peletleri higroskopik olduğundan ve nem emilimi ekstrüzyon sırasında hava kabarcıkları gibi kusurlara neden olabileceğinden ve bu da tabakanın kalitesini etkileyebileceğinden, Dwell kesinlikle kuru bir ortama bağlı kalır. Buna ek olarak, ekstrüzyonun homojenliğini sağlamak için, peletler olası topaklanmaları veya safsızlıkları gidermek için elenir.
- Ekstrüzyon süreci
Hammadde ana makineye girdikten sonra, ekstrüderdeki vida hammaddeyi ileri itmek için dönecek ve aynı zamanda GPPS'yi hızla eritmek ve plastikleştirmek için namlu ısıtılacaktır. Namlunun sıcaklık kontrolü, besleme bölümünden kafaya kadar birkaç bölgeye ayrılmıştır, sıcaklık kademeli olarak artar, genellikle 180 - 230 ℃ arasındadır ve her bölgenin sıcaklığı, GPPS'nin düzgün bir şekilde plastikleşmesini sağlamak için doğru bir şekilde düzenlenebilir. malzemenin ayrışmasına yol açan yerel aşırı ısınmayı önlemek için optimum sıcaklık koşulları altında. Ekstrüzyon işlemi sırasında, vida hızı, farklı kalınlık ve genişlikteki levha üretimine uyum sağlamak için üretim talebine göre, genellikle 10 - 60 rpm olmak üzere belirli bir aralıkta esnek bir şekilde ayarlanabilir.
- Soğutma ve Kalibrasyon
Ekstrüde edilmiş GPPS levha soğutma bölgesine girecektir. İlk soğutma, tabakanın yüzeyini sertleştirmek ve deformasyonu önlemek için hava soğutması ile yapılır; daha sonra tabakanın iç sıcaklığını daha da düşürmek ve ürünün bir bütün olarak eşit şekilde soğutulmasını sağlamak için sirkülasyon suyunun kullanıldığı su soğutma bölgesine girer. Soğutma hızı, üretim verimliliğini ve ürün kalitesini dengelemek için kontrol sistemi tarafından hassas bir şekilde ayarlanır. Kalibrasyon ünitesi, ürünün kesin boyutlara ulaşmasını ve kesinlikle müşterinin gereksinimlerine uygun olarak üretilmesini sağlamak için kalıplanmış tabaka üzerinde eşit basınç uygulamak üzere yüzeyi yüksek sertlik ve düşük pürüzlülükle özel olarak işlenmiş yüksek hassasiyetli silindirlerle donatılmıştır.
- Kesim ve son işlem
Kesme ekipmanı, ürün özelliklerine ve üretim gereksinimlerine göre seçilecektir. Normal boyutlu levhalar için, çoğunlukla 3000 - 5000 rpm'ye kadar testere bıçağı hızına ve verimli ve hızlı kesim gerçekleştirebilen ± 0,5 mm'ye kadar kesme hassasiyetine sahip yüksek hızlı dairesel testereler kullanılır. Üst düzey dekorasyon için kullanılan şekilli plakalar gibi daha yüksek hassasiyet gereksinimleri veya karmaşık şekilleri olan plakalar için, kesme hassasiyeti ± 0,1 mm içinde kontrol edilebilen ve çeşitli zarif desenleri ve şekilleri kesebilen lazer kesim makineleri kullanılır. Kesilen levhaların kenarları, uygulama gereksinimlerine göre farklı derecelerde tamamlanır. Ambalaj ürünlerinde, çizikleri önlemek için basit bir pah kırma işleminin kenarı; mimari dekoratif paneller için, ürünün estetiğini artırmak için yüzeyin bir ayna kadar pürüzsüz olması için ince parlatma ve zımparalama yapılacaktır.
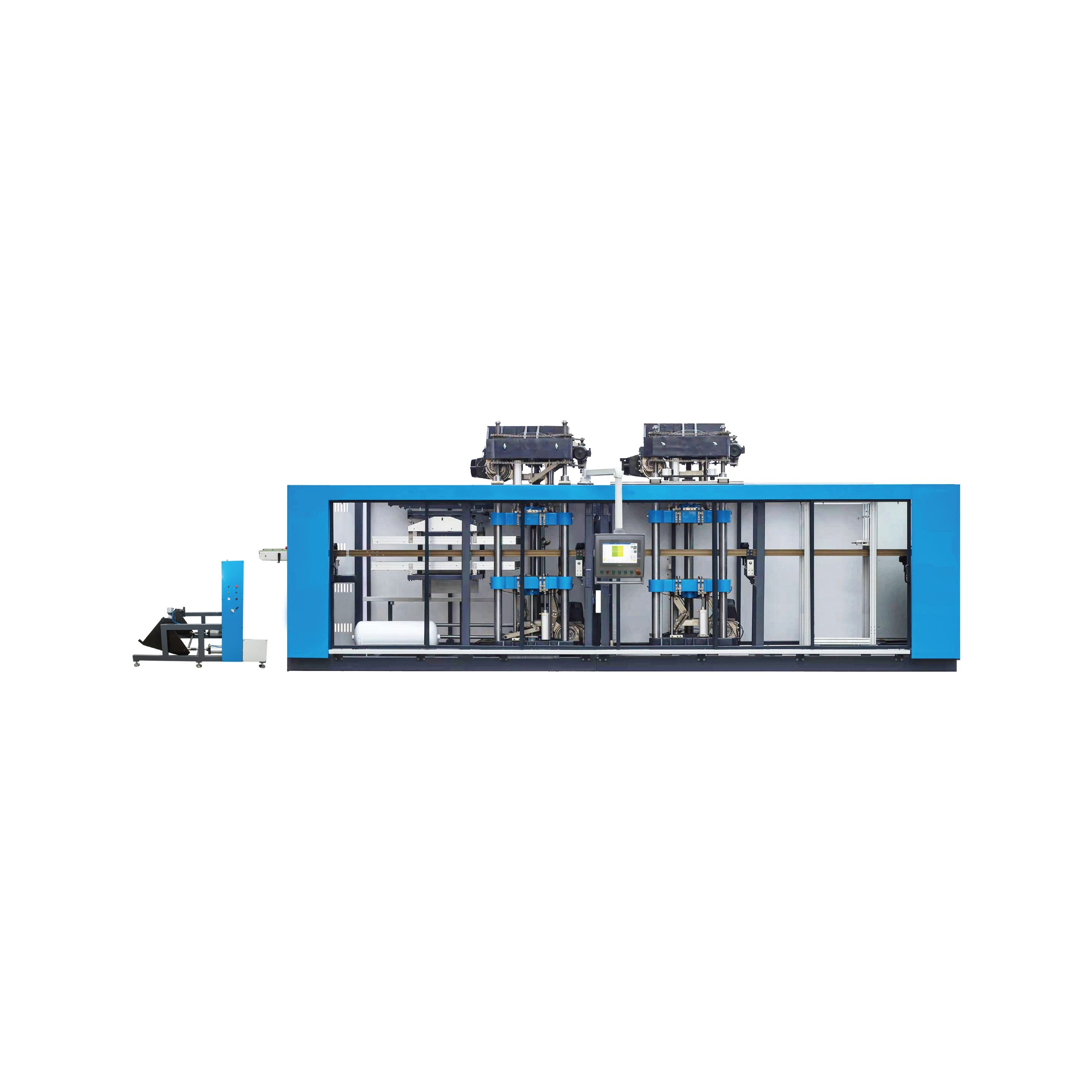
(二) Ekipman Bileşimi
- Ekstrüder
Ekstrüder, birkaç önemli parçadan oluşan üretim hattının kilit parçasıdır. Besleme sistemi, taşıma sürecinde partiküllerin hava solumasını önleyebilen ve beslemenin stabilitesini ve homojenliğini sağlayan vakumlu yükleme cihazını benimser. Namlu, yüksek sıcaklığa ve aşınmaya karşı iyi bir dirence sahip olan yüksek kaliteli alaşımlı çelikten yapılmıştır ve iç duvar, sertliğini ve aşınma direncini daha da artıran ve namlunun hizmet ömrünü uzatan özel nitrürleme işlemi ile işlenmiştir. Vida, yüzey sertliği HV900 - 1000'e kadar olan yüksek mukavemetli nitrürlenmiş çelikten yapılmıştır ve vidanın L/D oranı, malzemenin plastikleştirilmesi için yeterli kalma süresine sahip olmasını sağlamak için genellikle 25 - 30 arasında optimize edilmiştir. Isıtma sistemi, hızlı bir şekilde ısınabilen ve sıcaklığı doğru bir şekilde kontrol edebilen zonlu seramik ısıtma halkasını benimser; soğutma sistemi, namlunun aşırı ısısını etkili bir şekilde alabilen yüksek soğutma verimliliğine sahip spiral su soğutma cihazıdır.
- Kalıp kafası
Kalıp kafası, ürünün şeklini ve boyutsal doğruluğunu belirleyen temel bileşendir. Askı tipi yolluk tasarımı, erimiş GPPS'nin kalıp kafasında eşit olarak dağıtılmasını sağlayarak tabakanın eşit kalınlıkta olmasını sağlar. Kalıp kafasının iç yolluk yüzeyi, malzeme akışına karşı direnci azaltan ve malzemenin tutulmasını ve ayrışmasını önleyen Ra0.8 veya daha az pürüzlülükle ince bir şekilde parlatılmıştır. Kalıp kafasının dudak boşluğu 0,5 - 10 mm arasında hassas bir şekilde ayarlanabilir. Yüksek hassasiyetli ayar cihazı ile sac kalınlığı üretim talebine göre hızlı bir şekilde ayarlanabilir ve üretim süreci boyunca sabit kalabilir.
- Soğutma kalibrasyon sistemi
Soğutma kalibrasyon sistemi soğutma çerçevesi, soğutma silindiri, kalibrasyon silindiri ve su sirkülasyon sisteminden oluşur. Soğutma çerçevesi, iyi ısı yayma performansına ve yapısal stabiliteye sahip yüksek mukavemetli alüminyum alaşımdan yapılmıştır. Soğutma silindirinin yüzeyi krom kaplama işlemini benimser, krom kaplama tabakasının kalınlığı tek tiptir, yüksek sertlik, korozyon direnci, silindirin hizmet ömrünü ve ısı transfer performansını etkili bir şekilde artırabilir. Kalibrasyon silindiri, yüksek hassasiyetli bilyalı rulmanlar tarafından desteklenir ve esnek bir şekilde döner, bu da plakalar üzerinde eşit ve sabit basınç sağlar. Su sirkülasyon sistemi, soğutma etkisinin tutarlılığını sağlamak için sabit sirkülasyon suyu akışı ve sıcaklığı sağlayabilen enerji tasarruflu su pompaları ve soğutma kuleleri ile donatılmıştır.
- Kesim ekipmanları
Farklı üretim ihtiyaçlarını karşılamak için çeşitli tipte kesme ekipmanları bulunmaktadır. Kesme ekipmanları, üretim verimliliğini ve ürün hassasiyetini artırmak için otomatik sabit uzunlukta kesme, otomatik sayma ve diğer işlevleri gerçekleştirebilen gelişmiş otomasyon kontrol sistemi ile donatılmıştır. Bu arada, operatörlerin güvenliğini sağlamak için, kesme ekipmanı ayrıca koruyucu kapılar, acil durdurma düğmeleri ve benzeri gibi mükemmel güvenlik koruma cihazları ile donatılmıştır.
(三)Ürün Sınıflandırması
1. Sıradan GPPS levha
(1)Ambalaj Malzemesi Uygulaması: Sıradan GPPS levha ambalaj endüstrisinde yaygın olarak kullanılmaktadır. Mükemmel şeffaflığı ve neme ve kimyasallara karşı direnci nedeniyle, genellikle tek kullanımlık bardaklar, tabaklar ve yemek tepsileri gibi gıda kapları yapmak için kullanılır ve ayrıca tüketici ürünlerinin blister ambalajı için de kullanılabilir.
(2)Mimari ve Dekoratif Malzeme Uygulamaları: Mimari alanda, GPPS levhalar iç dekoratif paneller olarak kullanılır. Ahşap veya mermer gibi diğer malzemelerin görünümünü daha düşük bir maliyetle taklit etmek için çeşitli desen ve renklerde basılabilirler. Ayrıca tavan malzemeleri için de kullanılabilirler ve iyi akustik performansa sahip hafif, kurulumu kolay bir seçenektir.
2. Diğer Uygulamalar
(1)Kırtasiye uygulamaları: GPPS pullarının şeffaflığı ve sertliği, cetveller, açıölçerler ve şeffaf klasörler gibi bazı kırtasiye ürünlerinin üretiminde kullanılmalarına olanak tanır.
(2)Oyuncak uygulamaları: Oyuncak endüstrisinde, GPPS'in güvenliği ve dayanıklılığı, model oyuncaklardaki şeffaf pencereler veya küçük oyuncaklar için ambalajlar gibi bazı oyuncak parçalarının üretiminde kullanılmasına izin verir.