Перейти к содержанию
Перейти к содержанию 






(一) Производственный процесс
- Предварительная обработка сырья
(1)Сырьевые материалы должны проходить строгий отбор перед поступлением в экструдер. Для сырья для ПК необходимо проверить оптическую чистоту, чтобы убедиться, что производимые гофрированные листы имеют высокую светопропускную способность.
(2)В зависимости от области применения добавляются специальные добавки. Например, при производстве гофрированного листа для использования на открытом воздухе в сырье добавляется соответствующее количество поглотителя ультрафиолета, чтобы предотвратить старение листа на солнце в течение длительного времени.
- Экструзионное формование
Сырье поступает в двухшнековый экструдер через высокоточный весовой питатель.
(1)Контроль температуры бочки очень важен. Для ПК температура бочки обычно составляет 240-280°C, и немного выше вблизи головки матрицы для обеспечения текучести расплава ПК. Бочка оснащена несколькими температурными датчиками для обеспечения обратной связи с данными о температуре в реальном времени, а нагревательные и охлаждающие устройства точно регулируются интеллектуальной системой управления для обеспечения контроля колебаний температуры в пределах ±1℃.
(2)Расплав из экструдера поступает в специальную головку для гофрированного листа. Внутренний канал головки специально разработан с обтекаемой структурой. Гофрированная формовочная часть головки состоит из нескольких высокоточных вставок, которые могут быть быстро отрегулированы путем замены вставок, таких как высота волны, шаг волны и ширина гофрированного листа, для удовлетворения индивидуальных потребностей различных клиентов.
- Охлаждение и формовка
(1)Экструдированный гофрированный лист сначала попадает в зону воздушного охлаждения, воздушное охлаждение позволяет быстро охладить поверхность гофрированного листа, придать ему первоначальную форму и предотвратить внутреннее напряжение, вызванное слишком быстрым охлаждением.
(2)Затем гофрированный лист поступает в зону водяного охлаждения, где используется система циркуляции воды, и температура воды точно контролируется на уровне 10-20℃ водяным охладителем. После охлаждения водой форма и размер гофрированного листа в основном стабилизируются.
(3)После охлаждения гофрокартон поступает в устройство формирования, состоящее из нескольких комплектов формирующих роликов, которые прижимаются друг к другу, а форма поверхности формирующих роликов точно соответствует гофрированной форме гофрокартона. Регулируя давление между формирующими роликами, можно точно контролировать толщину гофрокартона и регулярность гофрированной формы, а точность контроля давления может достигать ±0,05 МПа.
- Резка и последующая обработка
(1)После формовки гофрированный лист вытягивается тяговым устройством с сервоприводом с постоянной скоростью, при этом скорость тяги может быть точно отрегулирована в диапазоне 0,5-5 м/мин в соответствии с требованиями производственного процесса.
(2)Гофрированный лист разрезается высокоточной летающей пилой в соответствии с заданной длиной. Пильный диск летающей пилы изготовлен из твердого сплава, скорость вращения достигает 3000-5000 об/мин, а точность резки может достигать ±0,5 мм. При резке скорость подачи пилы и скорость тяги точно согласованы, что обеспечивает плавность процесса резки, а также аккуратность и чистоту срезов.
(3)Края обрезанного гофрированного листа нужно отшлифовать.
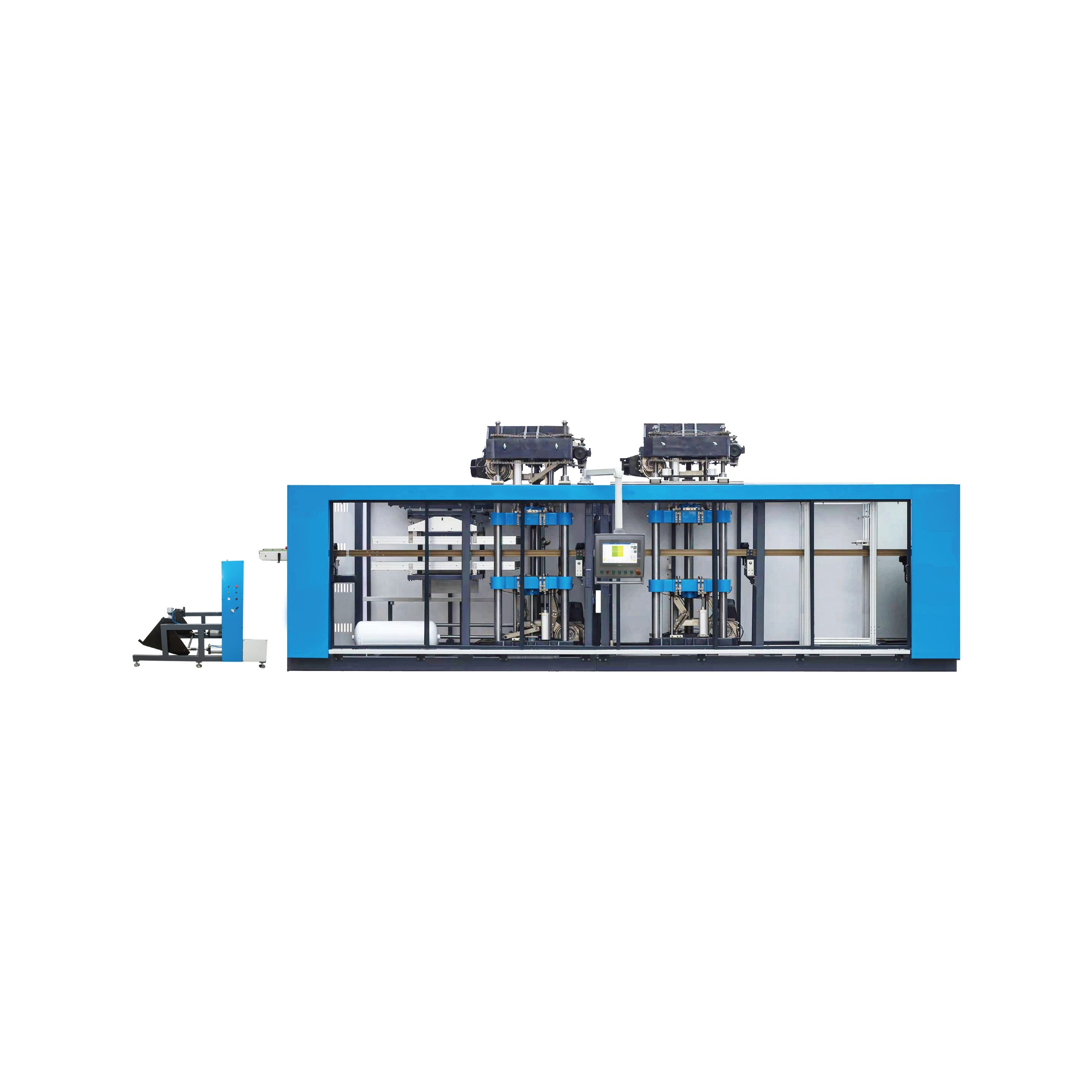
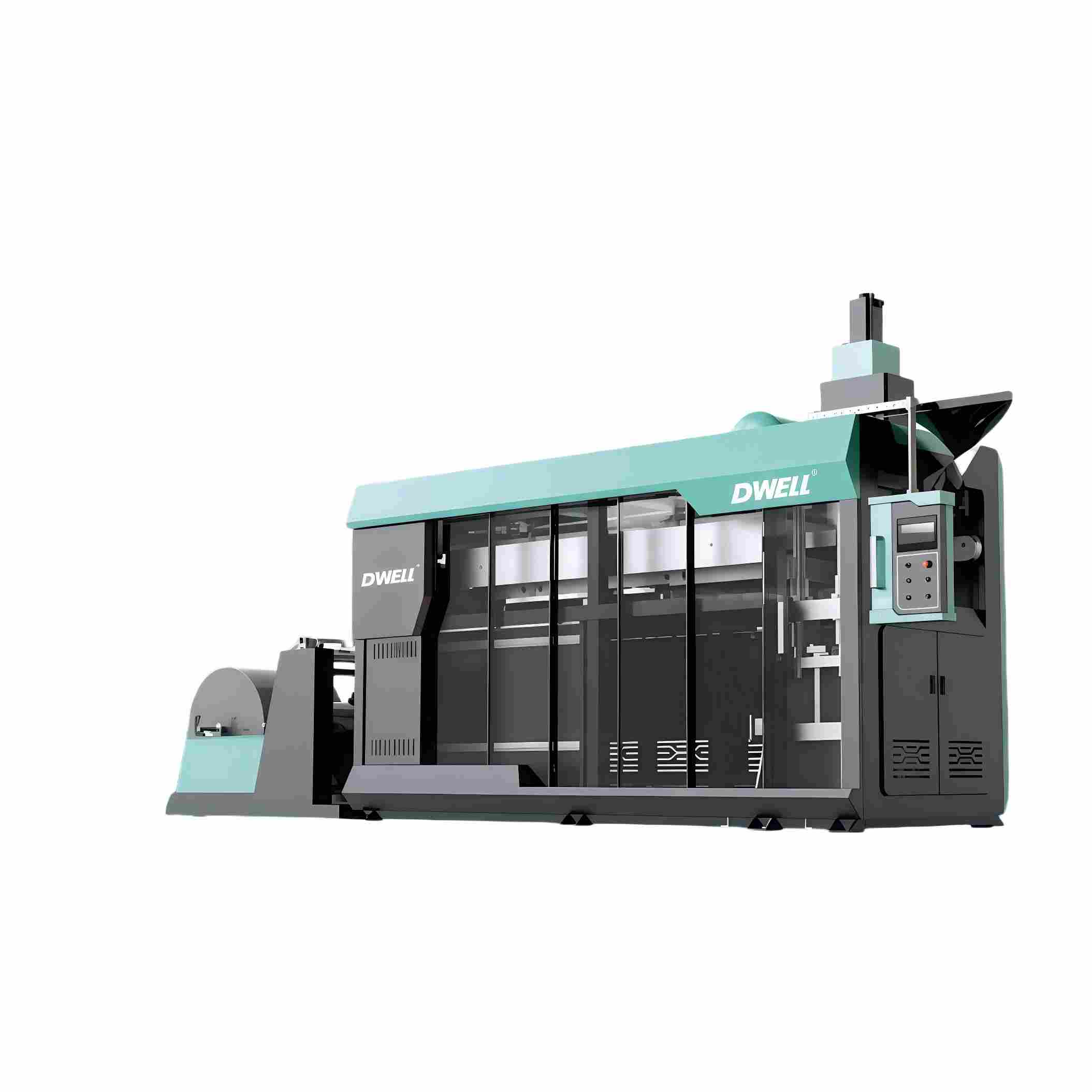
(二) Состав оборудования
- Экструдер Экструдер является ядром производственной линии. Он состоит из загрузочного бункера, бочки со шнеком, а также системы нагрева и охлаждения. Шнек предназначен для эффективной подачи и смешивания сырья, а система нагрева и охлаждения позволяет точно контролировать температуру в процессе экструзии. Экструдер обычно оснащен современной системой управления, которая контролирует и регулирует параметры экструзии в режиме реального времени.
- Головка штампа Головка штампа имеет решающее значение для формирования формы гофрированного листа. Она изготовлена из высококачественной стали с гладкой поверхностью и точным гофрированным рисунком. Штамповочная головка может регулироваться для получения гофрированных листов с различной высотой, расстоянием между волнами и шириной. Некоторые головки также оснащены функцией быстрой замены для повышения производительности.
- Система калибровки охлаждения
Система калибровки охлаждения состоит из охлаждающих вентиляторов, каналов водяного охлаждения, калибровочных валов и штампов. Охлаждающий вентилятор обеспечивает первоначальное воздушное охлаждение, а каналы водяного охлаждения - дальнейшее охлаждение для обеспечения равномерного охлаждения листа. Калибровочные ролики и пресс-формы используются для точного придания формы и размера гофрированным листам.
- Режущее оборудование
Оборудование для резки специально разработано для гофрированных листов, включая дисковые пилы или специализированные резальные машины. Эти резальные машины оснащены высокоточными системами позиционирования для обеспечения точной длины резки. Некоторые резальные машины также оснащены функциями автоматической подачи и резки для повышения эффективности производства.
- Классификация продуктов
- Гофрированный лист ПК
(1)Архитектурное освещение: Гофрированный лист PC широко используется в архитектурном освещении, с хорошей ударопрочностью и высокой скоростью пропускания света, обычно используется в больших коммерческих зданиях, выставочных залах и крыше освещения терминала аэропорта.
(2)Теплицы: В сельскохозяйственных теплицах гофрированный лист ПК является идеальным укрывным материалом. Он способен пропускать ультрафиолетовые лучи, которые благотворно влияют на рост растений, и способствует их фотосинтезу. Он также хорошо сохраняет тепло, что помогает продлить цикл роста культур и повысить урожайность.