Zum Inhalt springen
Zum Inhalt springen 







(一) Produktionsprozess
- Vorbehandlung von Rohstoffen
(1)Die Rohstoffe sollten streng geprüft werden, bevor sie in den Extruder gelangen. Bei PC-Rohstoffen sollte die optische Reinheit geprüft werden, um sicherzustellen, dass die hergestellten Wellplatten eine hohe Lichtdurchlässigkeit aufweisen.
(2)Je nach Anwendung werden spezifische Zusatzstoffe hinzugefügt. Bei der Herstellung von Wellpappe für den Außenbereich wird dem Rohmaterial beispielsweise eine angemessene Menge an Ultraviolettabsorbern zugesetzt, um zu verhindern, dass die Platte über einen langen Zeitraum in der Sonne altert.
- Strangpressen
Das Rohmaterial gelangt durch den hochpräzisen Gewichtsverlustdosierer in den Doppelschneckenextruder.
(1)Die Kontrolle der Trommeltemperatur ist sehr wichtig. Bei PC liegt die Trommeltemperatur im Allgemeinen zwischen 240 - 280°C und in der Nähe des Spritzkopfes etwas höher, um die Fließfähigkeit der PC-Schmelze zu gewährleisten. Der Zylinder ist mit mehreren Temperatursensoren ausgestattet, die ein Echtzeit-Feedback der Temperaturdaten liefern, und die Heiz- und Kühlvorrichtungen werden von einem intelligenten Steuersystem präzise eingestellt, um sicherzustellen, dass die Temperaturschwankungen innerhalb von ±1℃.
(2)Die Schmelze aus dem Extruder tritt in den speziellen Düsenkopf für gewellte Platten ein. Der interne Fließkanal des Düsenkopfes ist speziell mit einer stromlinienförmigen Struktur gestaltet. Der gewellte Formteil des Düsenkopfes besteht aus mehreren hochpräzisen Einsätzen, die durch den Austausch der Einsätze schnell angepasst werden können, wie z. B. Wellenhöhe, Wellenteilung und Breite der gewellten Platte, um die individuellen Bedürfnisse der verschiedenen Kunden zu erfüllen.
- Kühlung und Formgebung
(1)Die extrudierte Wellplatte kommt zunächst in den Luftkühlungsbereich, die Luftkühlung kann die Oberfläche der Wellplatte schnell abkühlen lassen und die anfängliche Form einstellen, und die durch zu schnelles Abkühlen verursachte innere Spannung verhindern.
(2)Anschließend gelangt das Wellblech in den Wasserkühlbereich, der mit einem Wasserumlaufsystem ausgestattet ist, und die Wassertemperatur wird präzise auf 10 - 20℃ durch eine Wasserkühlung. Nach der Wasserkühlung sind Form und Größe des Wellblechs im Wesentlichen stabilisiert.
(3)Nach dem Abkühlen gelangt die Wellpappe in die Formgebungsvorrichtung, die aus mehreren Sätzen von Formgebungswalzen besteht, die auf- und abwärts gegeneinander drücken, und die Oberflächenform der Formgebungswalzen ist genau auf die gewellte Form der Wellpappe abgestimmt. Durch die Einstellung des Drucks zwischen den Formwalzen können die Dicke der Wellpappe und die Regelmäßigkeit der gewellten Form genau gesteuert werden, und die Drucksteuerungsgenauigkeit kann folgende Werte erreichen ±0,05MPa.
- Schneiden und Nachbearbeitung
(1)Nach der Formgebung wird die Wellpappe von der servomotorisch angetriebenen Zugvorrichtung mit konstanter Geschwindigkeit herausgezogen, wobei die Zuggeschwindigkeit je nach den Erfordernissen des Produktionsprozesses präzise zwischen 0,5 und 5 m/Min. eingestellt werden kann.
(2)Das Wellblech wird mit einer hochpräzisen fliegenden Säge entsprechend der eingestellten Länge geschnitten. Das Sägeblatt der fliegenden Säge ist aus einer harten Legierung hergestellt, die Drehgeschwindigkeit beträgt bis zu 3000 - 5000rpm, und die Schnittpräzision kann erreichen ±0,5 mm. Beim Schneiden sind die Vorschubgeschwindigkeit der fliegenden Säge und die Zuggeschwindigkeit genau aufeinander abgestimmt, was für einen reibungslosen Schnittverlauf und saubere Schnitte sorgt.
(3)Die Kanten des zugeschnittenen Wellblechs werden geschliffen.
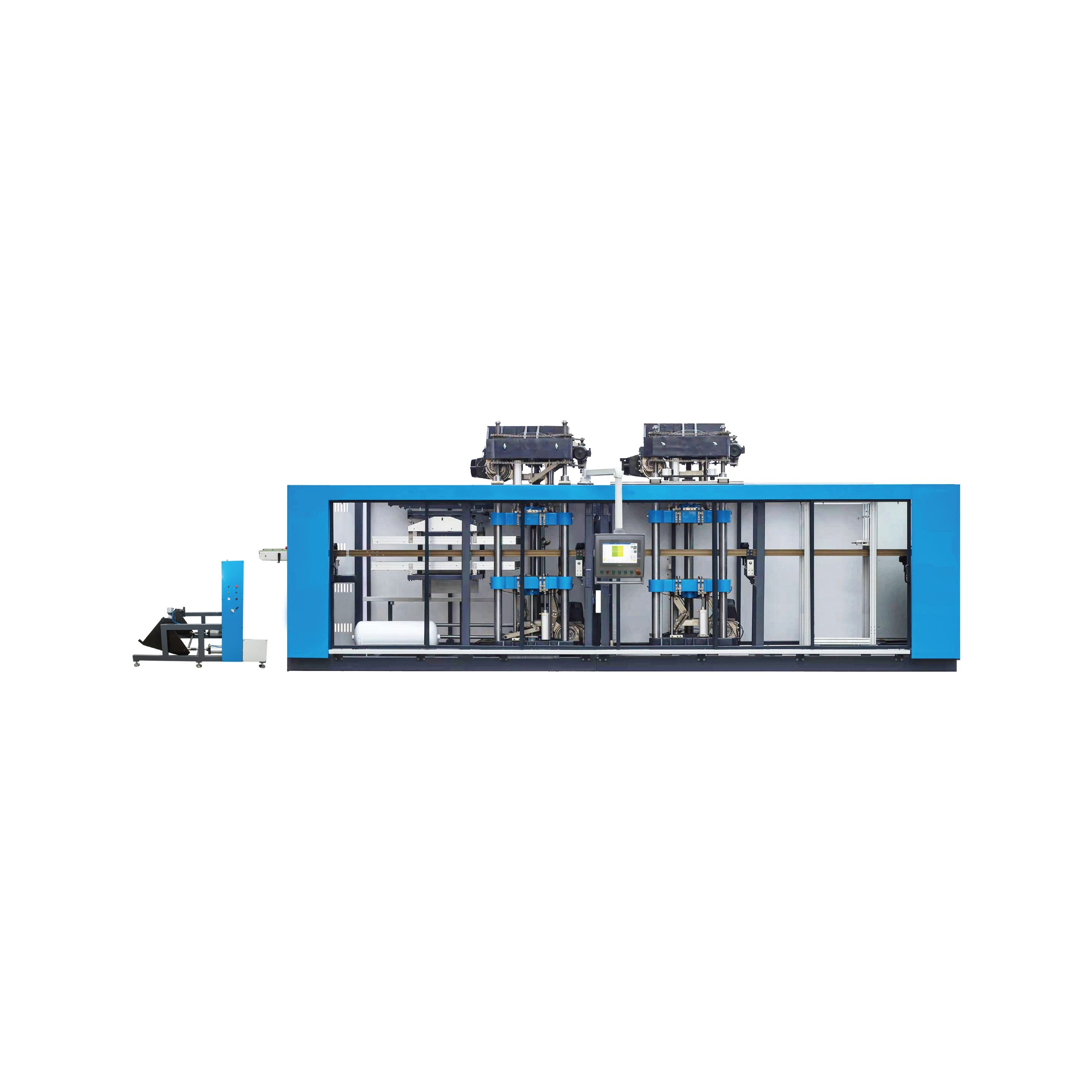
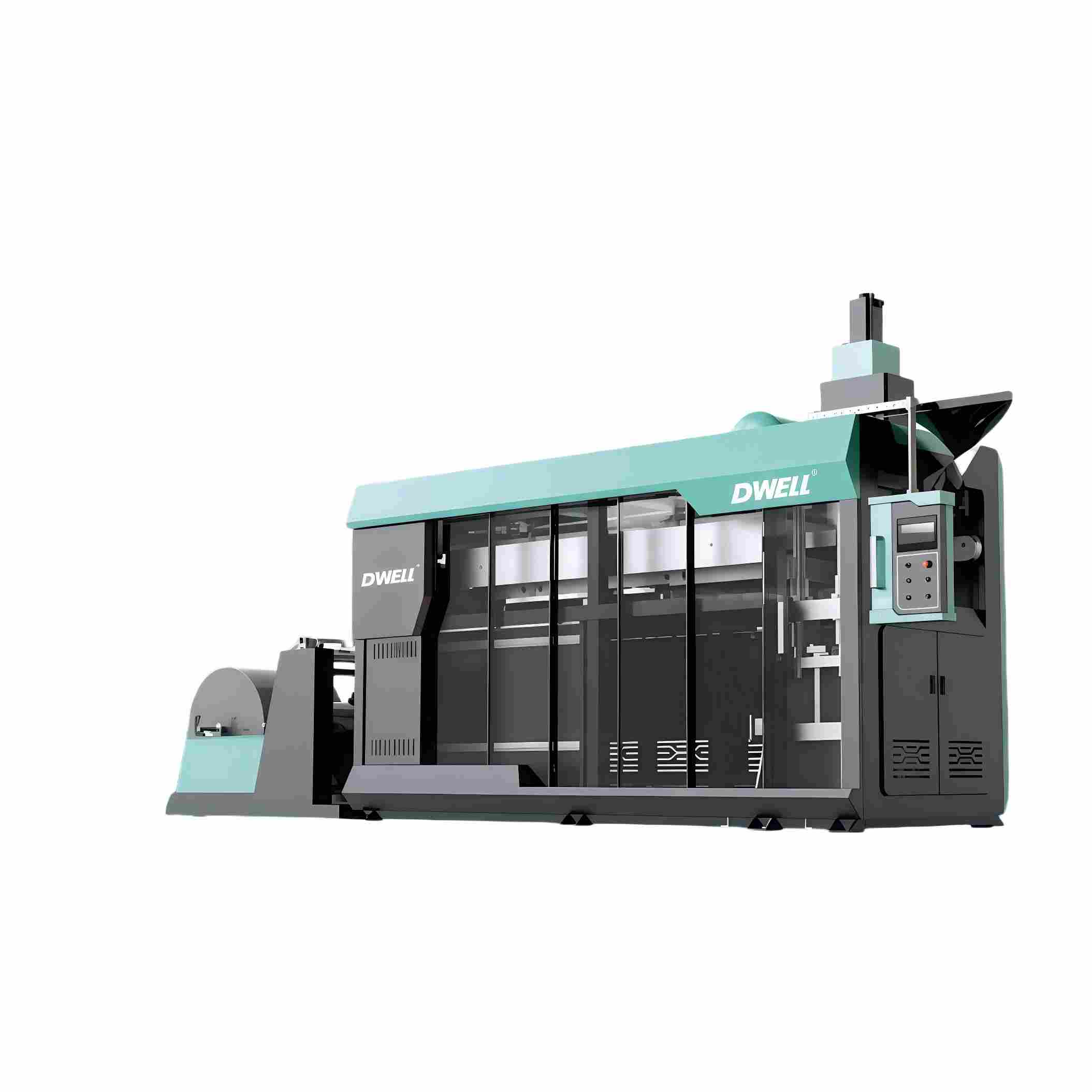
(二) Zusammensetzung der Ausrüstung
- Extruder Der Extruder ist das Herzstück der Produktionslinie. Er besteht aus einem Einfülltrichter, einem Zylinder mit einer Schnecke und einem Heiz- und Kühlsystem. Die Schnecke ist so konzipiert, dass sie das Rohmaterial effizient fördert und mischt, und das Heiz- und Kühlsystem ermöglicht eine präzise Temperaturregelung während des Extrusionsprozesses. Der Extruder ist in der Regel mit einem modernen Steuerungssystem ausgestattet, das die Extrusionsparameter in Echtzeit überwacht und anpasst.
- Blaskopf Der Blaskopf ist von entscheidender Bedeutung für die Bildung der gewellten Bogenform. Er besteht aus hochwertigem Stahl mit einer glatten Oberfläche und einem präzisen Wellenmuster. Der Düsenkopf kann eingestellt werden, um gewellte Bögen mit unterschiedlichen Wellenhöhen, -abständen und -breiten herzustellen. Einige Blasköpfe sind auch mit einer Schnellwechselvorrichtung ausgestattet, um die Produktivität zu erhöhen.
- Kühlung Kalibrierungssystem
Das Kühlkalibriersystem besteht aus Kühlventilatoren, Wasserkühlkanälen, Kalibrierwalzen und Matrizen. Das Kühlgebläse sorgt für eine anfängliche Luftkühlung und die Wasserkühlkanäle für eine weitere Kühlung, um eine gleichmäßige Abkühlung der Platte zu gewährleisten. Die Kalibrierwalzen und -formen werden verwendet, um die gewellten Platten genau zu formen und zu messen.
- Schneidegeräte
Für den Zuschnitt von Wellpapptafeln gibt es spezielle Geräte wie Kreissägen oder Spezialschneidemaschinen. Diese Schneidemaschinen sind mit hochpräzisen Positionierungssystemen ausgestattet, um genaue Schnittlängen zu gewährleisten. Einige Schneidemaschinen verfügen auch über automatische Zuführ- und Schneidefunktionen, um die Produktionseffizienz zu erhöhen.
- Produktklassifizierung
- PC-Wellpappe
(1)Architektonische Beleuchtung: PC-Wellblech ist weit verbreitet in der architektonischen Beleuchtung, mit guter Schlagzähigkeit und hohe Lichtdurchlässigkeit, häufig in großen kommerziellen Gebäuden, Ausstellungshallen und Flughafen-Terminal Beleuchtung Dach verwendet.
(2)Gewächshaus: In landwirtschaftlichen Gewächshäusern ist PC-Wellpappe ein ideales Abdeckmaterial. Es kann UV-Strahlen durchlassen, die für das Pflanzenwachstum von Vorteil sind, und die Photosynthese der Pflanzen fördern. Es hat auch eine gute Wärmeschutzleistung, die dazu beiträgt, den Wachstumszyklus der Pflanzen zu verlängern und den Ertrag zu steigern.