تخطي إلى المحتوى
تخطي إلى المحتوى 





لماذا نختار مادة PLA؟
PLA هو مادة شفافة وغير سامة وصديقة للبيئة وقابلة للتحلل الحيوي، مصنوعة من موارد متجددة وتستخدم عادةً في إنتاج المنتجات التالية
نظرًا لشفافيتها الجيدة وقابليتها للتحلل البيولوجي، أصبحت مادة PLA خيارًا شائعًا للعديد من شركات تقديم الطعام الصديقة للبيئة لإنتاج أدوات المائدة التي تستخدم لمرة واحدة مثل الأطباق والسكاكين والشوك والملاعق والأوعية والأكواب والقش وغيرها؛ وأغلفة تغليف الفواكه والخضروات والأطعمة المطبوخة والحلوى والوجبات الخفيفة وغيرها من الأطعمة؛ وحاويات التعبئة والتغليف مثل علب الطعام الجاهزة وأكياس الوجبات الجاهزة وأكياس التغليف الجاهزة للأكل؛ تستخدم لصناديق التعبئة الشفافة للمشروبات الباردة أو سلطات الفاكهة وزجاجات المشروبات وزجاجات العصير وغيرها. زجاجات PLA، على الرغم من أنها ليست قوية مثل زجاجات PET، إلا أنها مناسبة لتعبئة المشروبات غير الغازية ذات درجة الحرارة المنخفضة؛ الأدوات الجراحية والمحاقن التي تستخدم لمرة واحدة وضمادات الجروح وتغليف الأدوية وغيرها من المنتجات الطبية ومنتجات النظافة الصحية، فإن التوافق الحيوي لـ PLA يجعلها ذات تطبيقات معينة في المجال الطبي.
وباختصار، فإن جيش التحرير الفلسطينيةإن تعدد استخداماته وقابليته للتحلل الحيوي وخصائصه الصديقة للبيئة تجعله خيارًا مثاليًا لمجموعة كبيرة من المنتجات، خاصةً تلك المستخدمة في خدمات الأغذية والتعبئة والتغليف والصناعات الطبية.
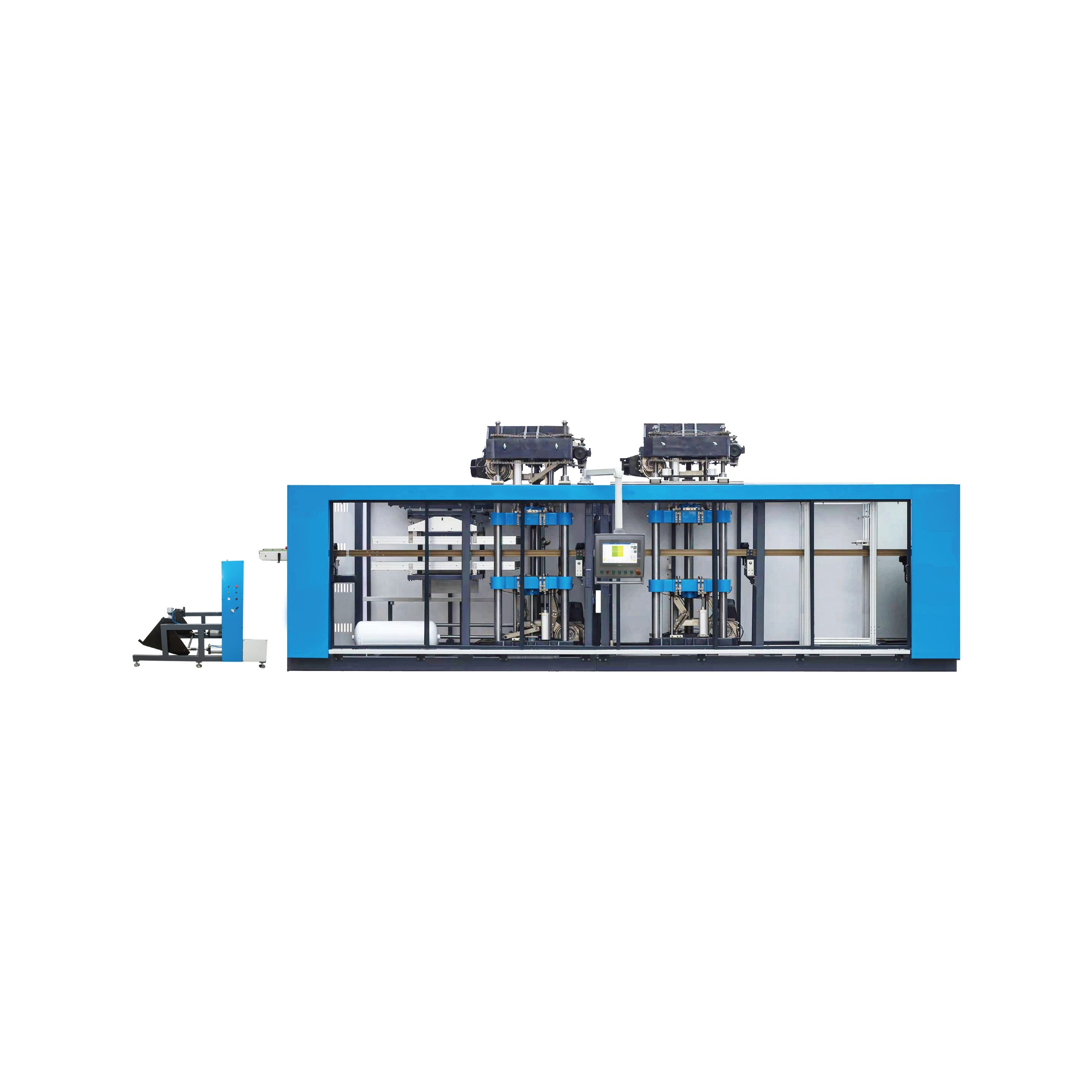
لماذا تختار ماكينة خط البثق لدينا؟
أتمتة عالية:
يتميز خط إنتاج بثق البلاستيك PLA بمبادئ تصميم حديثة ومجهز بنظام تحكم آلي متقدم. من خلال التحكم المبرمج بالكمبيوتر، يمكن ضبط عملية الإنتاج بالكامل - بما في ذلك المعلمات مثل درجة الحرارة والسرعة والضغط - تلقائيًا، مما يعزز استقرار الإنتاج وكفاءته.
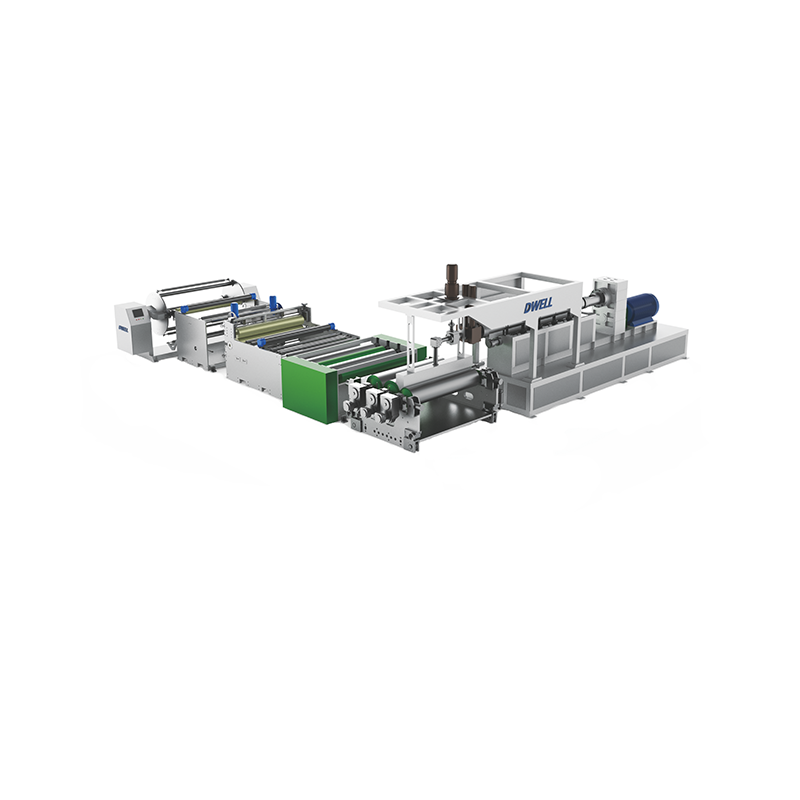
موفرة للطاقة وصديقة للبيئة:
يتضمن الخط تصميمًا محسنًا وتقنيات تسخين وتبريد فعالة لتقليل استهلاك الطاقة. كما يتم تنفيذ نظام إعادة تدوير النفايات لاستعادة القطع المقطوعة والبلاستيك المعيب أثناء الإنتاج، وإعادة معالجتها إلى مواد خام جديدة. وهذا يقلل من إهدار الموارد ويساهم في حماية البيئة.
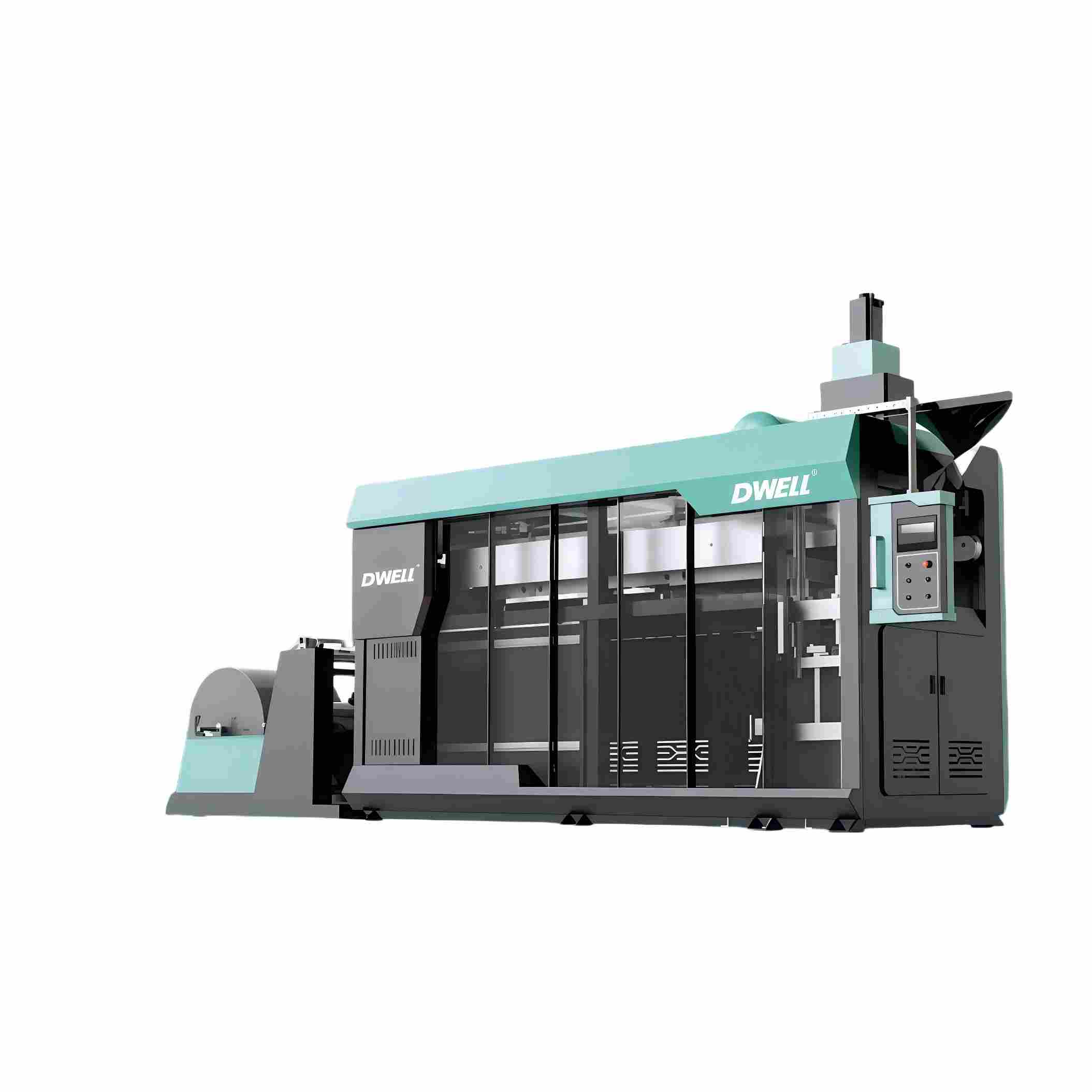
مرونة عالية ووظائف متعددة:
تم تجهيز خط الإنتاج بأجهزة مساعدة مختلفة، مثل الخلاطات، ورؤوس القوالب، وأنظمة التبريد، ووحدات الجر، ومعدات اللف، مما يسمح بإنتاج أنواع مختلفة من مواد التعبئة والتغليف (مثل الأغشية، والأكياس، والألواح، وما إلى ذلك). يمكن تغيير رؤوس القوالب والملحقات بسرعة لاستيعاب متطلبات المنتجات المختلفة، مما يحسن مرونة الخط. وبالإضافة إلى ذلك، تدعم المعدات ميزات مثل التمدد ثنائي المحور والبثق المشترك، مما يتيح إنتاج مواد تغليف متعددة الطبقات تعزز الأداء والقدرة على التكيف عند استخدام مواد ذات ألوان وخصائص مختلفة.
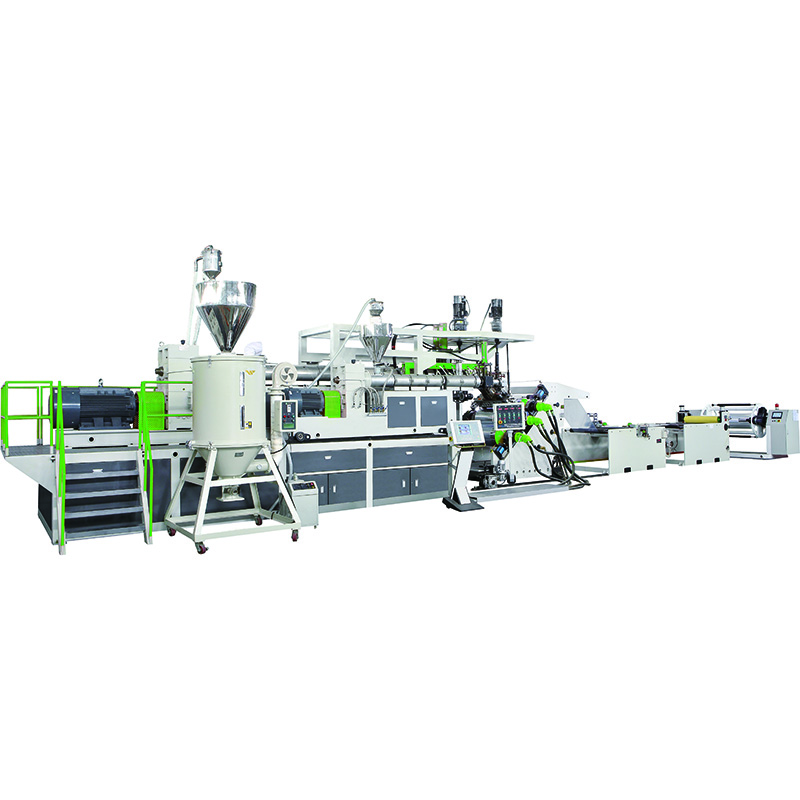
اتساق جودة المنتج واستقراره:
وبفضل عمليات البثق الدقيقة والمعدات عالية الجودة، تتميز مواد التغليف البلاستيكية المنتجة بسماكة موحدة وأبعاد ثابتة وأسطح ناعمة تفي بمعايير الجودة العالية المطلوبة لتطبيقات التغليف المتميزة.
قابلية التعديل والتخصيص:
يسمح خط الإنتاج بتعديل سُمك المادة وقوتها وشفافيتها وغيرها من المعلمات وفقًا لمواصفات العميل، مما يلبي الاحتياجات المتنوعة لأنواع التغليف المختلفة.
سهولة الصيانة:
صُممت المعدات لسهولة الصيانة والصيانة اليومية، مما يقلل من وقت التعطل ويضمن التشغيل المستمر طوال عملية الإنتاج.
الشراء والتركيب
بعد استلام البضاعة المسلَّمة، يلتزم المشتري بإعداد المعدات والحصول عليها والإيداع المعمول به لتركيبها. ثم يقوم بإبلاغ البائع خطيًا بجاهزية المعدات للتركيب والتركيب والضبط.
بعد التنسيق بين البائع والمشتري في وقت زيارة الأخصائيين الفنيين التابعين للبائع للمشاركة في تركيب المعدات وإعدادها وتعديلها بشكل رئيسي، يقوم المشتري بإعداد تأشيرات الدخول إلى بلد المشتري. سيغطي المشتري التكلفة التي يتكبدها خبير البائع في بلد العميل (بما في ذلك تذكرة الرحلة المكوكية بين الصين والمشتري، وحركة المرور الداخلية، وتكلفة الأدوية، والتأمين، والسكن، والعشاء). سيكون وقت التركيب وتشغيل الاختبار والتدريب مجانًا في غضون 3 إلى 4 أسابيع.
أثناء التركيب الرئيسي للمعدات، يقوم البائع بتدريب الأخصائيين الفنيين لدى المشتري على لوائح التشغيل وخدمة وصيانة المعدات.
الأعطال الشائعة وطرق الصيانة الشائعة لآلات بثق البلاستيك
1- ارتفاع درجة حرارة محمل المحرك الرئيسي مرتفع للغاية:
السبب: ضعف تشحيم المحمل أو تآكل المحمل الشديد.
طريقة الإصلاح: فحص وإضافة مواد التشحيم، وفحص محامل المحرك، واستبدال المحامل إذا لزم الأمر.
2- ضغط رأس غير مستقر:
السبب: سرعة المحرك الرئيسي غير متساوية أو سرعة محرك التغذية غير متساوية، مما يؤدي إلى تقلبات في كمية التغذية.
طريقة الإصلاح: افحص نظام التحكم في المحرك الرئيسي والمحامل، وافحص محرك نظام التغذية ونظام التحكم.
3-ضغط زيت التشحيم المنخفض:
السبب: قيمة إعداد الضغط لصمام تنظيم ضغط نظام التشحيم منخفضة للغاية، أو مضخة الزيت معطلة أو أن أنبوب الشفط مسدود.
طريقة الإصلاح: قم بفحص وضبط صمام تنظيم الضغط لنظام زيت التشحيم وفحص مضخة الزيت وأنبوب الشفط.
4- سرعة بطيئة أو غير فعالة لجهاز تغيير الشاشة التلقائي:
السبب: انخفاض ضغط الهواء أو الزيت، أو تسرب الأسطوانة أو تسرب المحطة الهيدروليكية.
طريقة الإصلاح: افحص نظام الطاقة لجهاز استبدال الشاشة وافحص حالة إحكام غلق الأسطوانة أو الأسطوانة الهيدروليكية.
5- دبوس الأمان أو مفتاح الأمان مقطوع:
السبب: يحتوي نظام الضغط على عزم دوران زائد، والمحرك الرئيسي ليس متحد المركز مع وصلة محمل الإدخال.
طريقة الإصلاح: افحص ما إذا كان هناك أي معدن أو أي جسم آخر يدخل برغي التشبيك في نظام البثق، واضبط المحرك الرئيسي.
6- انخفاض مفاجئ في حجم البثق:
السبب: تعطل نظام التغذية أو عدم وجود مادة في القادوس، مما تسبب في تعطل نظام البثق في البرغي بسبب دخول أجسام صلبة.
طريقة الإصلاح: افحص مستوى المواد في نظام التغذية أو القادوس، ونظف نظام البثق.
7- تيار مضيف غير مستقر:
السبب: تغذية غير متساوية، أو محامل المحرك الرئيسي التالفة أو سيئة التشحيم، أو عطل أو عدم تسخين قسم معين من السخان، أو لوحة ضبط المسمار أو الطور غير الصحيح، أو تداخل المكونات.
طريقة الإصلاح: افحص وحدة التغذية، واستكشاف الأعطال وإصلاحها، وإصلاح المحرك الرئيسي، واستبدال المحامل إذا لزم الأمر، والتحقق مما إذا كان كل سخان يعمل بشكل صحيح، واستبدال السخان إذا لزم الأمر، وفحص لوحة الضبط، وسحب المسمار لفحص التداخل.
8- لا يمكن تشغيل المحرك الرئيسي:
السبب: يوجد خطأ في برنامج القيادة، وهناك مشكلة في خيط المحرك الرئيسي، والصمام محترق، وجهاز التشابك المتعلق بالمحرك الرئيسي يعمل.
طريقة الإصلاح: تحقق من البرنامج، وأعد التشغيل في تسلسل القيادة الصحيح، وتحقق من دائرة المحرك الرئيسي، وتحقق مما إذا كانت مضخة زيت التشحيم قد بدأت، وتحقق من حالة جهاز التعشيق المتعلق بالمحرك الرئيسي، وتحقق مما إذا كان زر الطوارئ قد تمت إعادة ضبطه، وإذا لم يتم تفريغ طاقة الحث لمحول التردد بالكامل، فأوقف تشغيل مصدر الطاقة الرئيسي وانتظر لمدة 5 دقائق قبل إعادة التشغيل.
9- التفريغ الضعيف أو المسدود من رأس الماكينة:
السبب: قسم معين من السخان لا يعمل، أو أن المادة غير ملدنة بشكل جيد، أو أن درجة حرارة التشغيل مضبوطة على درجة حرارة منخفضة جدًا، أو أن توزيع الوزن الجزيئي للبلاستيك واسع وغير مستقر، مما قد يحتوي على أجسام غريبة لا يمكن صهرها بسهولة.
طريقة الإصلاح: افحص السخان، واستبدله إذا لزم الأمر، وتحقق من درجة الحرارة المحددة لكل قسم، واستشر الفني إذا لزم الأمر، وقم بزيادة القيمة المحددة لدرجة الحرارة، ونظف وافحص نظام البثق ورأس الماكينة.
10- تيار بدء تشغيل الطاقة الرئيسية مرتفع للغاية:
السبب: وقت تسخين غير كافٍ، وعزم دوران مرتفع، وقسم معين من السخان لا يعمل.
طريقة الإصلاح: عند القيادة، استخدمي ذراع التدوير اليدوي. إذا لم يكن الأمر سهلاً، قم بتمديد وقت التسخين أو تحقق مما إذا كان كل قسم من السخان يعمل بشكل صحيح.
11- يصدر المحرك الرئيسي صوتاً غير طبيعي:
السبب: محمل المحرك الرئيسي تالف، وأحد الثايرستور في دائرة مقوم الثايرستور للمحرك الرئيسي تالف.
طريقة الإصلاح: استبدل محامل المحرك الرئيسي، وافحص دائرة مقوم الثايرستور، واستبدل مكونات الثايرستور إذا لزم الأمر. 12000 ثلاثمائة وخمسة وأربعون عند إجراء الصيانة، يجب التأكد من توقف الطارد عن العمل وفصل مصدر الطاقة لضمان سلامة المشغل. بالنسبة للأعطال المعقدة، يوصى بالاتصال بموظفي الصيانة المحترفين للفحص والإصلاح.