 Перейти к содержанию
Перейти к содержанию 


Полипропилен обычно пишут как PP. На протяжении многих лет он является популярным материалом в индустрии гибкой упаковки. В последнее десятилетие стремление к большей оптической прозрачности, улучшенным механическим свойствам и более стабильной обработке привело производителей к созданию нового поколения производственных систем: Линия по производству ультрапрозрачной литой пленки PP. Этот тип линии предназначен для производства полипропиленовых пленок с высокой прозрачностью, блеском, низкой дымкой и стабильными размерами, которые подходят для современной упаковки, ламинирования, складирования и специальных целей.
Несмотря на то что технология литых пленок существует уже несколько десятилетий, сегмент чрезвычайно прозрачных материалов уникален благодаря своей природной полукристалличности. Получение высокой прозрачности из материала, который обычно образует кристаллы, зависит от тонкого баланса молекулярного дизайна, контроля экструзии, быстрого охлаждения и специальной технологии намотки. Производственная линия, обладающая такими свойствами, должна иметь степень контроля, больше напоминающую научные приборы, чем традиционные пластиковые машины.
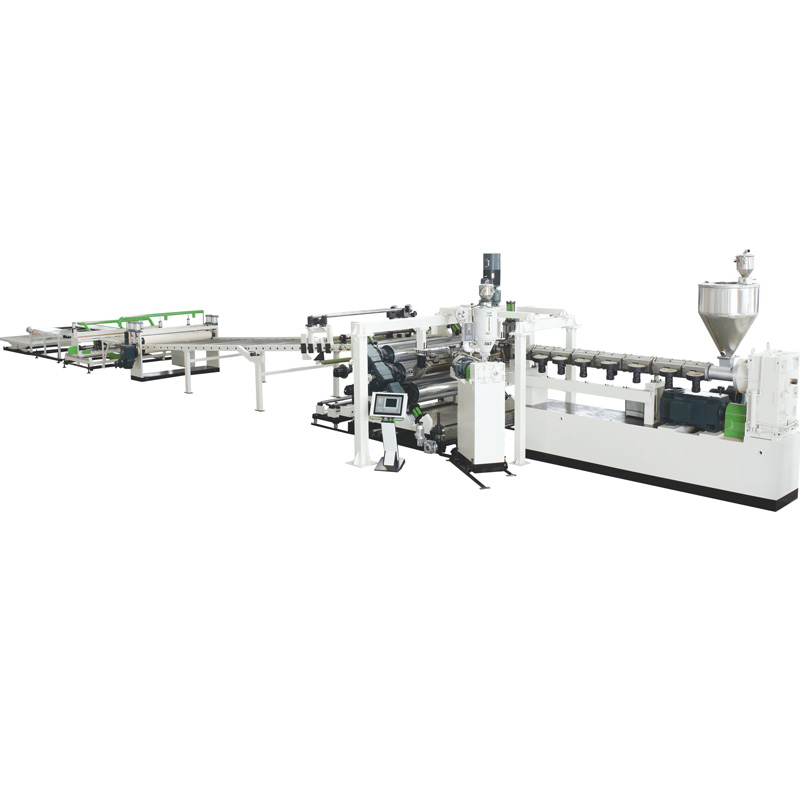
Сверхсложная линия по производству литой пленки PP обычно состоит из множества подсистем: высокопроизводительных экструдеров, дозаторов, установок для слива расплава, плоских листов, установок для обработки коронным разрядом, секций транспортировки, станций обрезки, продольной резки и намотки с возможностью автоматизации. Каждый компонент играет свою роль, и каждая роль влияет на конечную чистоту фильма.
Те, кто инвестирует в производственную линию такого типа, обычно ищут рынки, где прозрачность продукта равна его стоимости. К таким рынкам относятся упаковка премиум-класса, подложки для защитных пленок, слои оконных пленок, медицинская упаковка, канцелярские листы и многослойные структуры, в которых слой ПП должен быть незаметен.
Чтобы в полной мере понять современное производство сверхпрозрачной литой пленки, полезно проследить его путь от начала - обработки сырья - до конечного отрезка прецизионной намотанной пленки.
Логика сырья: Почему прозрачность ПП - это и наука, и искусство
Если цель - ясный ум, то путь начинается задолго до процесса экструзии. Состав полимера должен быть принят во внимание и подготовлен с большей тщательностью, чем при обычной переработке ПП. Практика литья сверхпрозрачной полипропиленовой пленки обычно облегчается за счет использования специальных сортов случайного сополимера полипропилена (PP-R) или осветленного гомополимера в сочетании с нуклеирующими агентами. Эти агенты, которые быстрее зарождают кристаллы в более мелких структурах, имеют более высокую скорость кристаллизации, что уменьшает мутность и улучшает пропускание света.
Но прозрачность очень чувствительна. Даже незначительное загрязнение пылью, влагой или несовместимой смолой может вызвать разводы, "рыбий глаз" или помутнение. По этой причине система подачи сырья в линии по производству ультрапрозрачных литых пленок из ПП часто включает в себя:
- герметичная транспортировка
- осушающая обработка
- точное гравиметрическое дозирование
- кормление с фильтрацией пыли
- антистатические поточные системы
Когда гранулы смолы хранятся с влагой, она испаряется в процессе плавления и образует пузырьки. Даже небольшие пузырьки имеют оптический эффект, который заметен конечному покупателю. В таких случаях, как упаковка косметических товаров или превосходных пищевых продуктов, визуальные дефекты могут негативно сказаться на стоимости продукта. Поэтому система материалов разработана таким образом, чтобы исключить любые загрязнения, в том числе микроскопические.
Другие компоненты, такие как антиоксиданты, противоскользящие вещества, антиблокировочные материалы и модификаторы обработки, должны быть точно дозированы в десятых долях процента. Различие между абсолютно прозрачным и молочным фильмом обусловлено лишь одним различием в составе.
Зацикленность на ясности вдохновляет на режим: каждый грамм смолы участвует в финальном представлении.
Именно поэтому многие длинные запросы, касающиеся этой области, приводят к одному и тому же выводу: качество оптической прозрачности зависит от исходных материалов.
Полимер превращается в контролируемый прозрачный поток
Когда смола попадает в бункер экструдера, она попадает в зону, где оборудование должно обрабатывать ее с точностью, которая кажется почти церемониальной. Экструдер линии по производству сверхпрозрачных литых пленок из ПП - это не просто большой шнек, толкающий расплавленный пластик. Это термическая и механическая среда, в которой должны быть сбалансированы плавление, смешивание, дефолатилизация и стабилизация - и все это во избежание термической деградации.
ПП чувствителен к перегреву. Даже незначительное пожелтение снижает прозрачность. Тепло сдвига должно быть сбалансировано с температурными параметрами бочки таким образом, чтобы поддерживать стабильный индекс расплава, не вызывая разрушения полимера.
Высокопроизводительные экструдеры, используемые в линиях по производству сверхпрозрачных литых пленок, часто оснащаются такими функциями, как:
- Многозонный контроль температуры в бочке
- конструкции заградительных винтов
- Секции смешивания, разработанные для оптических применений
- высокоточные насосы для расплава
- питание с низкой пульсацией
- контуры обратной связи по давлению в режиме реального времени
- усовершенствованные системы дегазации (для пленок с ультранизкой дымкой)
Насос, который плавит, имеет особое значение. Без него изменение давления от шнека привело бы к колебаниям толщины по всей ширине фильеры. Перепады толщины не только приводят к неравномерной пленке, но и влияют на прохождение света через пленку, что отрицательно сказывается на прозрачности. В результате насос для расплава накладывает периодическую схему на поток, который является последовательным и не содержит флуктуаций.

Плоская матрица: сердце оптического качества
После экструзии полипропиленовая смесь попадает в плоскую фильеру - широкий, точно вырезанный компонент, который формирует смесь в тонкий лист расплавленного пластика. Это один из самых ответственных участков всей линии производства литой полипропиленовой пленки.
Пространство между матрицей и поверхностью пленки используется для определения толщины пленки с допусками, которые часто достигают ±1-2 мкм. Дисбаланс в тепловых свойствах матрицы - всего несколько градусов - можно заметить невооруженным глазом. Именно поэтому на заводах используются премиальные сорта:
- автоматическое управление затвором штампа
- системы внутреннего обеззараживания
- высокоточные зоны нагрева
- полированные каналы расплава
- конструкции с малым мертвым пространством
- обтекаемые коллекторы для плавного потока
В этот момент расплавленный фильм похож на сироп: блестящий, текучий и светящийся. Сложность заключается в том, чтобы успеть попасть на охлаждающий вал до того, как начнется процесс кристаллизации. Чем быстрее процесс охлаждения, тем эффективнее оптическое разрешение; в результате подавление образования крупных кристаллов оказывается полезным.
Охлаждающее роликовое литье: Момент, создающий прозрачность
Эта часть линии по производству сверхпрозрачной литой пленки из полипропилена заслуживает особого уважения. Расплавленный лист попадает на массивный полированный охлаждающий вал - стальной цилиндр, охлаждаемый внутри водой, иногда маслом, для поддержания сверхстабильной температуры. Температура охлаждающего вала обычно поддерживается в узком диапазоне (например, 18-40°C в зависимости от рецептуры). Если вал слишком теплый, увеличивается дымка. Если вал слишком холодный, могут появиться дефекты поверхности.
Охлаждающий валик выступает в роли скульптора прозрачности. Когда расплавленный полипропилен соприкасается с ним, материал практически мгновенно застывает, становясь прозрачным. Для обеспечения плотного контакта в системе используются:
- электростатическое прижатие
- охлаждение кромки
- воздушные ножи для обеспечения стабильности расплава
- прецизионные валики
- микроуправляемые процессы полировки валков
Каждый компонент разработан таким образом, чтобы устранить воздушные пузырьки, пульсации и микроискажения.
Инженеры часто говорят, что оптическое качество литой полипропиленовой пленки 70% определяется в первые полсекунды после попадания расплава на охлаждающий вал. Это утверждение несет в себе как правду, так и ощущение драматизма: прозрачность - это гонка с кристаллизацией.
Обработка, охлаждение и стабилизация пленки
Когда пленка начинает свой путь от охлаждающего вала, прозрачность уже зафиксирована, а вот стабильность - нет. При дальнейшем охлаждении полипропилен стремится к усадке. Без точной обработки могут появиться морщины, волнистость, телескопические края или неравномерное натяжение. Поэтому производственная линия включает в себя:
- валки вторичного охлаждения
- микроперфорированные системы воздушного охлаждения
- зоны изоляции натяжения
- обрезка кромок
- измерение толщины с помощью бета- или инфракрасных датчиков
Толщина литой пленки регулируется системой контроля толщины. Эта система считается невоспетым героем в производстве сверхпрозрачных полипропиленовых пленок. Даже если фильм снят в явном виде, неравномерная толщина может привести к оптическим искажениям. Современные методы используют замкнутый цикл управления: обратная связь от датчиков поступает незамедлительно и приводит к изменению болтов или параметров экструзии.
Границы пленки вырезаются для устранения неравномерности потока; отработанный материал часто используется повторно при переработке другой пленки. Однако для особо прозрачных пленок обрезки краев, которые используются повторно, обычно применяются в небольших количествах, поскольку даже расплавленный полипропилен может содержать помутнения или гели. Оптическая чистота достигается благодаря последовательным усилиям.
Подготовка поверхности к адгезии и печати
Литая полипропиленовая пленка часто нуждается в обработке поверхности, чтобы краски, клеи и ламинирующие слои могли правильно скрепиться. Обработка коронным разрядом использует высокочастотный электрический разряд, чтобы слегка окислить поверхность пленки. Этот процесс повышает поверхностную энергию, как правило, до 38-42 дин.
Для получения сверхпрозрачного литого ПП необходимо тонко контролировать коронное разряжение:
- Чрезмерная обработка вызывает пожелтение
- Недостаточная обработка ослабляет ламинирование
- Неравномерная обработка образует тусклые участки
Современные линии по производству сверхпрозрачных литых пленок из полипропилена интегрируют интеллектуальные системы коронирования с контролем плотности ватт в реальном времени, мониторингом температуры и автоматической коррекцией зазоров.
Резка и намотка: Прецизионные валы для прецизионной пленки
Последний участок линии - система намотки - обманчиво сложная операция. Прозрачная литая пленка должна наматываться идеально ровно и плотно, без телескопирования, блокировки или складок. Чтобы добиться этого, намотчик использует:
- автоматический контроль натяжения
- регулировка прижима валика для укладки
- направление кромок
- Оправки с валом или без вала
- логика намотки на основе рецептов
Мелкие дефекты, которые были бы незаметны в плотных пленках, становятся очевидными в прозрачном аналоге - полипропилене. Царапина, частица пыли или воздушный карман, попавший в пленку, проявляются сразу же. Поэтому технологии в этой области больше напоминают обработку бумаги высокого класса, чем обычную намотку пленки.
Высокотехнологичные линии также поддерживают автоматическую намотку револьверной головки без прерывания линии. Это способствует непрерывному производству, что крайне важно для промышленных предприятий, где нехватка времени приводит к потере последовательности, четкости и эффективности.
Применение ультра-прозрачной полипропиленовой литой пленки
Одна из причин, по которой линии по производству сверхпрозрачных литых пленок PP привлекают внимание всего мира, - это расширение спектра областей применения, требующих как визуальной чистоты, так и механических характеристик. К ним относятся:
- окна для косметической упаковки
- хлебобулочные и кондитерские изделия премиум-класса
- цветочные рукава
- канцелярские обложки
- клейкие ленточные основы
- слои защитной пленки
- упаковка одежды
- упаковка для медицинских изделий
- слои ламинирования в многослойных пленках
- Наружные упаковки для гигиенических изделий
- Пленка для печати этикеток
В многослойных упаковочных конструкциях прозрачный литой слой из полипропилена часто выступает в качестве визуального лица продукта. Если он мутный, потребители воспринимают весь продукт как менее качественный. Прозрачность - это не просто оптический атрибут, она становится маркетинговым активом.
Глобальные тенденции, определяющие спрос
Несколько отраслевых тенденций подталкивают все больше компаний к внедрению линий по производству сверхпрозрачной литой пленки из ПП:
-
Сдвиг в сторону упаковки из мономатериалов, пригодных для вторичной переработки
ПП хорошо поддается вторичной переработке. В условиях глобального давления на экологичность владельцы брендов предпочитают упаковочные конструкции, в которых большинство слоев - полипропиленовые. Прозрачная литая пленка из ПП идеально вписывается в эту тенденцию. -
Рост прозрачной упаковки премиум-класса
Прозрачность ассоциируется у потребителей со свежестью, качеством и доверием. Это особенно актуально для упаковки пищевых продуктов. -
Увеличение спроса на низкотемпературную пленку для ламинирования
По мере того как структуры ламинирования становятся все более сложными, все большее значение приобретает четкость отдельных слоев. -
Рост электронной коммерции и упаковки, ориентированной на демонстрацию
Прозрачная упаковка повышает узнаваемость товара в Интернете и магазинах. -
Достижения в области химии полимеров
Новые случайные сополимеры и осветляющие агенты позволяют повысить прозрачность при меньших затратах.
Эти тенденции создают положительный цикл внедрения: более качественные материалы стимулируют более качественное оборудование, а более качественное оборудование стимулирует более широкое использование на рынке.
Технологические инновации в современных производственных линиях
Что отличает обычную линию литых полипропиленовых пленок от ультрапрозрачной, так это ряд инженерных инноваций за кулисами.
Системы привода экструдера
В современных линиях используются серводвигатели с постоянными магнитами, что значительно снижает потребление энергии и повышает стабильность расплава. Снижение механических вибраций напрямую влияет на стабильность толщины.
Контроль толщины с помощью искусственного интеллекта
Хотя эта технология относительно новая, некоторые высокотехнологичные линии используют модели машинного обучения, обученные на исторических данных, для прогнозирования корректировки штампов. Заметьте: это промышленный ИИ, а не ИИ для создания текстов - его задача заключается в управлении нагревом и потоком, а не в создании языка.
Дизайн, готовый к чистоте
Некоторые заводы устанавливают такие линии в помещениях с чистым воздухом, особенно при производстве литой полипропиленовой пленки для медицинской упаковки или оптики. Пыль - враг чистоты.
Технология антиблокировки
Сверхпрозрачная полипропиленовая литая пленка должна оставаться прозрачной без использования тяжелых антиблокировочных средств. Для этого требуется уникальная полировка валов, точное охлаждение и составы с низким содержанием добавок.
Интегрированный поточный мониторинг качества
Камеры и лазерные сканеры обнаруживают гели, разводы и оптические дефекты. Картирование дефектов позволяет проводить анализ первопричины в режиме реального времени.
Эти инновации показывают, почему линии по производству сверхпрозрачных литых пленок из ПП - это не просто машины, а платформы для прецизионной полимерной инженерии.
Проблемы, которые должны преодолеть производители
Несмотря на мощную технологию, производство сверхпрозрачных литых полипропиленовых пленок сопряжено с определенными трудностями:
- поддержание идеальной чистоты смолы
- контроль кристаллизации во время литья
- предотвращение разрушения расплава при высокой производительности
- сохранение крайне низкого отклонения по толщине
- Обеспечение стабильных оптических свойств при большой ширине
- предотвращение микроцарапин во время намотки
- управление высокоскоростными переходами напряжения
- Уменьшение дымки без чрезмерного использования добавок
Поскольку прозрачность увеличивает недостатки, даже незначительные отклонения кажутся неприемлемыми.
Почему ультрапрозрачная литая пленка PP остается конкурентоспособной
По сравнению с ПЭТ или БОПП пленкой, литая полипропиленовая пленка имеет ряд уникальных преимуществ:
- низкая стоимость
- Более мягкая на ощупь рука
- Лучшее сопротивление разрыву в определенных направлениях
- отличная герметичность
- совместимость с мономатериалами, пригодными для вторичной переработки
- снижение воздействия на окружающую среду при производстве
- высокая гибкость в диапазоне толщин
Его прозрачность - когда-то главный недостаток - теперь стала одним из его достоинств благодаря современной конструкции производственной линии.
За ультрапрозрачной литой пленкой PP будущее:
- высокие скорости линий, превышающие 300 м/мин
- Интеграция цифрового двойника для предиктивного обслуживания
- Новые рецептуры сополимеров ПП со стеклоподобной прозрачностью
- Гибридные литые и растягивающиеся системы для улучшения барьерных характеристик
- усовершенствованная автоматизированная классификация качества
- Покрытие без растворителей, интеграция в линию
- полностью замкнутые системы рециркуляции
Линия по производству сверхпрозрачной литой пленки PP - это не просто набор машин. Это тщательно синхронизированная система материаловедения, экструзионной техники, физики охлаждения, химии поверхности, динамики натяжения и точности намотки. С момента, когда сырые гранулы полимера поступают в питатель, и до момента, когда последний рулон упаковывается для отправки, прозрачность создается - молекула за молекулой, микрон за микроном.
