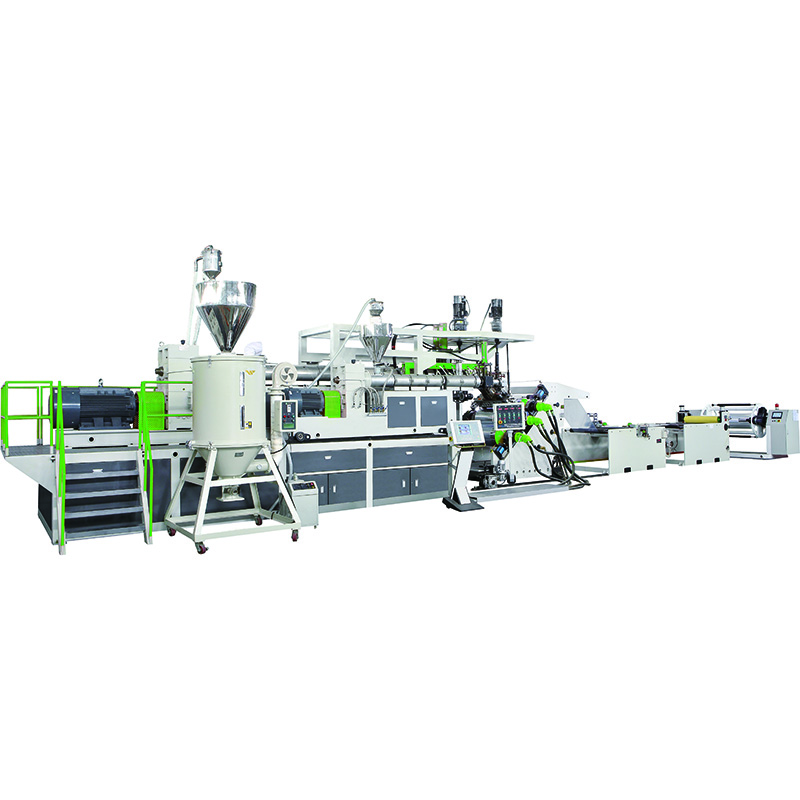
シート押出ラインの構成
押出機は機械の主要部分である。
押出機は生産ラインの中核で、スクリュー、バレル、モーター、フィーダー、加熱装置などで構成され、プラスチック原料の加熱、溶融、圧搾を担当する。
Tダイ
Tダイ ダイとも呼ばれ、スリット状の吐出口を持つ金型で、主に溶融樹脂をフィルムやシートに絞り出すために使用されます。当社では主にJC-timesブランドの金型を使用しています。
スクリーンチェンジャー
スクリーンチェンジャーは押出機を支える重要な溶融濾過装置で、ダイ(Tダイ)の前に直列に接続されています。その中心的な役割は、溶融樹脂中の不純物、ゴム粒子、コークスをろ過し、シートの表面仕上げと厚みの均一性を確保するとともに、後続のダイと計量部品を摩耗から保護することです。
主な種類(シートラインによく使われる)
- プレート式スクリーンチェンジャー:シンプルな構造、低コスト、手動/半自動切り替え、中小規模の生産能力、スクリーンの切り替え効率に対する要求が低い通常のシート生産ラインに適しています。
- コラム型スクリーンチェンジャー:マルチステーション設計、スクリーン交換速度が速く、圧力変動が最小で、大容量、高精度のシート(光学シート、食品用包装シートなど)の連続生産に適しています。
- ダブルカラムスクリーンチェンジャー:このシートラインは最も高い適応性を持ち、2つのフィルターカラムが交互に作動することで、濾過効果と生産の連続性を考慮し、真に停止することなくシームレスなスクリーン交換を実現します。
メルトポンプ
シート生産ラインでは、メルトポンプは電圧調整と精密計量装置の中核です。通常、押出機とスクリーンチェンジャーの間(またはスクリーンチェンジャーとTダイの間)に直列に接続されています。中心的な役割は、溶融圧力を安定させ、溶融吐出量を正確に制御し、シートの厚さの均一性と生産ラインの動作安定性を確保することです。
三本ローラーカレンダー
三本ローラーカレンダー:製品の厚み、表面品質、平坦度を管理する。三本ローラーシートは主に斜め45度、垂直90度。三本ローラーPETは、材料の流動性が良いため、横型のJ型構造が必要である。
ローラー温度制御システム
ローラー温度制御システムは、3本ローラーカレンダーの中核を支える温度制御ユニットです。その中心的な役割は、3つのローラーの表面温度を正確に調整し、シートの溶解とセットプロセスの要件に適合させ、シートの表面仕上げ、平坦度、厚さの均一性を確保することです。同時に、シートの迅速な冷却と硬化を助け、生産ラインの連続運転に適しています。
冷却ブラケット
冷却ブラケットは、シートの生産工程における重要な設備です。主に、カレンダー処理後のシートをさらに冷却して成形し、シートの寸法安定性と良好な性能を確保するために使用されます。
丸ナイフ切断装置
ラウンドナイフ切断装置:シートの幅が一定で、エッジが平らであることを保証するために、シートの両側の不適格なエッジ材料を正確に除去する責任があります。コアは正確な固定幅裁断で、異なる厚みや材質のシートの連続裁断ニーズに適応し、シートのエッジにバリや圧着がないことを保証します。
コア構造
- ツールホルダーラック:ツールセットをしっかりと支え、主に横方向に調整可能な構造で、異なる仕様のシートの幅切断ニーズに適している。
- ラウンドナイフアッセンブリー:高精度で耐摩耗性の2つのラウンドナイフ、上部と下部の部品で構成され、ブレードはハードクロムメッキされ、切断フィット感が高い、ブレードはすぐに分解して交換することができ、メンテナンスや研磨に便利です。
端部巻取り装置
廃端巻取装置:丸刃トリミング装置と連動し、廃端のリサイクルと切断を同時に行い、生産現場を清潔に保ち、廃棄物のリサイクルと再利用を実現し、原材料の損失を減らす。
トラクター
トラクターは、生産ラインの中間から最後までの中核となる動力搬送装置です。その中心的な役割は、シートに安定した均一な牽引力を与え、冷却設定、トリミング、巻取り/切断工程をつなぎ、シートの搬送速度を正確に制御して、シートが伸びたり変形したりせず、サイズが安定し、生産ライン全体が同期して連続運転を実現することです。
ワインダー
シート押出ラインの巻取機は、生産ラインの最後にある中核設備です。シートの牽引とトリミングを行い、規則正しくロール状に巻き取ることで、シートに折り目がなく、引っ張り変形がなく、端の揃いが良い状態に仕上げます。その後の保管、輸送、二次加工に便利で、異なる材質や厚さのシートの連続巻取りニーズに適しています。
シートワインダー仕様:シングルステーションセンターワインダー、ダブルステーションワインダー、スリーステーションワインダー。




Twin-Screw-Dryer-Free-Vented-PET-Sheet-Extrusion-Line.jpg)

Single-Screw-Dryer-Free-Vented-PET-SheetPlate-Extrusion-Line.jpg)





