Skip to content
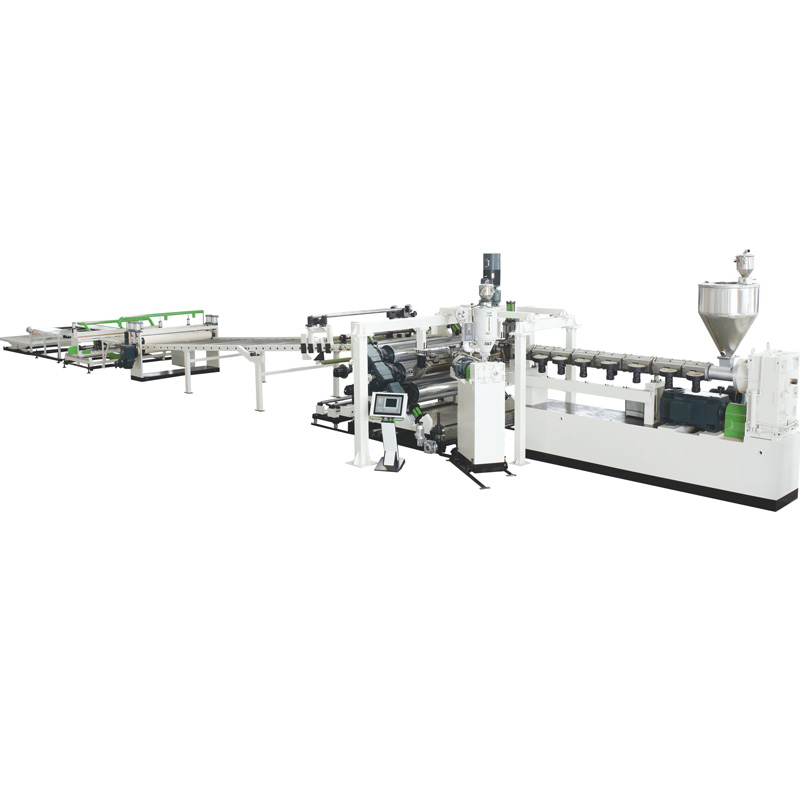
Skip to content The panel extrusion collection is a complete set of automatic production equipment that manufactures cheap planks with uniform thickness and width through procedures such as extrusion, calendering, cooling, and cutting. Standard products include PVC boards, PP boards, PE boards, and multi-layer amalgamated boards, which are commonly used in fields such as construction, advertising, commercial presentation, and interior decoration.
Based on the differences in raw materials and table structures, table extrusion lines can be categorized into PVC foamed table manufacturing lines, PP strong panel production lines, PE perforated panel production lines, multi-layer co-extrusion panel production lines, etc. Taking PVC table manufacturing lines as an example, they can be further divided into single-layer regular table production lines, double-layer co-extrusion table manufacturing lines, and high-speed bubbled board production lines, among others。
The extrusion is the primary equipment of the production line, responsible for plasticizing, melting, and extruding cheap raw materials. Board extrusion usually employs high-performance single-screw or twin-screw presses to meet the requirements for high production and evaporate consistency.
The table die is usually of a coat-hanger or braid structure, featuring a broad discharge opening, and is used to equally secrete molten plastic into a slab of the desired width and thickness.
The three-roll schedule is used for exactly calendering, thickness-setting, and surface leveling of the melted hot slab, ensuring standard board thickness and a clean, flat surface. The rollers can be temperature-controlled separately to support the procedure requirements of different materials.
The cooling system usually consists of multi-stage chilling roller hangers or air-cooling products, which are used to gradually reduce the temperature of the board, stop deformation, and maintain its dimensions.
The lifter uses top and bottom tracks to hold the table, providing a constant grip to maintain uniform forward movement and synchronization with the preceding calendering and following cutting processes.
The cutting unit automatically cuts the continuous board transversely to the set length. Common types include hydraulic synchronous cutters and flying saws, suitable for boards of varying thickness and hardness.
The stacker automatically collects and stacks the cut boards, arranging them neatly for convenient packaging, storage, and transportation.
Plastic pellets are fed into the extruder via an automatic loading system, where they are melted and plasticized under the combined action of heating and screw shearing. The molten material is then extruded through the board die to form a continuous slab. This slab undergoes calendering, thickness calibration, and preliminary cooling in the three-roll calender, followed by full solidification in the cooling system. The board is then pulled at a uniform speed by the puller, cut to the preset length by the cutter, and finally automatically collected and stacked by the stacker.
Board extrusion lines are widely used in fields such as architectural decoration( e. g., interior partitions, exterior wall panels), advertising display boards, industrial pallets, packaging liners, furniture panels, and transportation interior trim. They are capable of producing plastic boards with various thicknesses (typically 2–30 mm), widths, and surface structures.
Benchmarking customer needs, linking professional resources and services