 コンテンツへスキップ
コンテンツへスキップ 


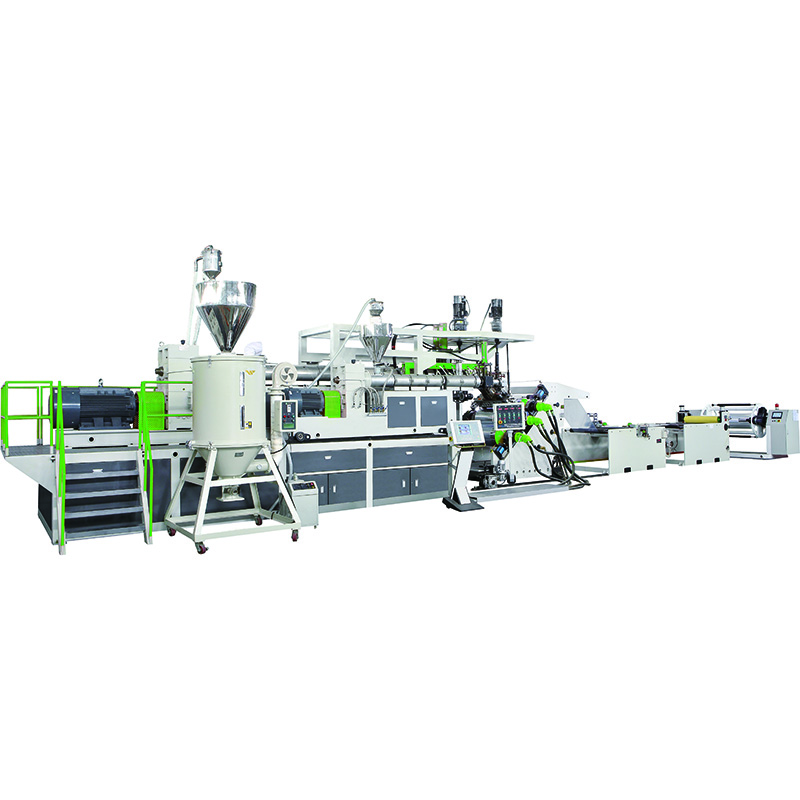
ボード押出ラインとは?
現代工業生産の巨大なシステムの中で、ボード押出ライン(ボード押出生産ライン)は極めて重要な位置を占めている。私たちの生活のいたるところにあるさまざまなボード製品を黙々と形づくる、縁の下の力持ち「魔法の職人」のような存在だ。
住宅建材市場に足を踏み入れ、目のくらむような塩ビ樹脂板や木質プラスチック複合板の数々を目にするとき、その誕生と切り離すことはできない。 ボード押出ライン.キッチンキャビネットのパネルも、バスルームの天井パネルも、おそらくこの製造ラインを通して作られている。例えば、私たちが日常的に使っているオフィスの間仕切り板や、ショッピングモールの各種陳列棚の板も、この「魔法の加工」から生まれている。建築の分野では、外壁の断熱化粧パネル、内装の化粧壁パネルなどもボード押出ラインの傑作だ。これらのボードは装飾性に優れ、防水性、防湿性、耐火性、断熱性などの実用的な機能を備えており、私たちの生活・労働環境を守っています。

動作原理が明らかに
ボード押出ラインの動作原理は正確な産業ロジックを含み、ちょうど整然とした生産交響曲のように、各リンクは密接にリンクされ、一緒に高品質のボード生産の動きを果たしています。
- すべては原料の投入から始まる。PVC(ポリ塩化ビニル)、PP(ポリプロピレン)、PE(ポリエチレン)などの一般的なプラスチック原料は、顆粒や粉末の状態で押出機のホッパーに投入される。これらの原料は、加工されるのを待っている「原券」のようなもので、これから素晴らしい変形の旅が始まるのだ。例えば、塩ビ板を製造する場合、塩ビ原料の粒子は独特の化学的性質を持ったままホッパーに入り、その後の加工の基礎を築きます。
- ホッパーに入った後、スクリューが重要な役割を果たし始める。スクリューはまるで働き者の "トランスポーター "のようで、モーターによって駆動され、高速で回転し、スクリューのネジ山を押しながら原料をバレルに沿って前進させる。この過程で、原料は徐々にバレル外の加熱装置に近づき、素晴らしい物理的変化が静かに起こる。バレル外側の加熱装置は通常、複数の加熱ゾーンで構成され、各加熱ゾーンの温度は、原料の特性と生産工程の要件に応じて正確に制御することができます。原料が前進し続けると、徐々に加熱されて溶融状態になり、緩い粒子や粉末から流動性の良い粘性のある液体に変化し、まるで固体の「眠り」から覚めたかのように機敏になり、その後の成形に備えます。
- 原料が加熱・溶融されると、成形の重要な段階である金型に入る。ダイモールドは巧妙に設計された部品で、その内部流路形状は、オーダーメイドの「魔法の金型」のように、最終的に生産されるシートの断面形状に一致する。スクリューの連続的な推力の下で、溶融プラスチックはダイ金型の流路に入る。ここで、プラスチック溶融物は流路の形状に従って押し出され、延伸され、徐々に所望のシート形状に成形される。例えば、断面が長方形のシートを製造する場合、ダイ金型の流路がプラスチック溶融物を長方形のスラブを形成するように誘導し、ちょうど芸術家が作品を丁寧に彫るように、プラスチック溶融物に特定の形と大きさを与える。
- シートの初期成形後、形状の安定性とサイズの精度を確保するため、冷却して成形する必要がある。この時、3本ロールカレンダーが登場する。3本ロールカレンダーは、滑らかな表面と制御可能な温度を持つ3つのローラーで構成されている。これらのローラーは、ダイヘッドから押し出されたスラブのカレンダーと冷却に協力します。スラブはまず、温度の高い第1ローラーに接触します。このローラーは予備成形の役割を果たし、スラブの表面を平坦にし、その表面をより滑らかで平坦にします。その後、スラブは徐々に温度が下がる第2および第3ローラーを通過します。この2つのローラーの冷却効果により、プラスチック・スラブは急速に冷却固化し、シートの形状が安定的に維持される。この工程は、シートに「安定した鎧」を着せるようなもので、正確なサイズと良好な表面品質で後工程に入ることを可能にする。シートの品質と生産効率を確保するためには、ローラーの温度、速度、ローラー間のギャップなど、3本ロールカレンダーのパラメーターを、シートの材質や厚さに応じて正確に調整する必要がある。
- 三本ロールカレンダーによる冷却と成形の後、板はさらに冷却され、引っ張られる必要がある。冷却装置は通常、空冷または水冷を用いて板をさらに冷却し、完全に固化させる。牽引装置は、冷却中に板が変形したり積み重なったりしないように、一定の牽引力を使って板を均等に前方に引っ張る。牽引工程では、生産ニーズに応じてプレートの長さと速度を調整することもできる。例えば、より長い板を生産する場合、生産効率を向上させるために牽引速度を適切に増加させることができます。高い寸法精度が要求される板を生産する場合、板のサイズが規格に適合するように牽引速度と張力を正確に制御する必要があります。
- 最後に、実際の使用ニーズに応じて、切断装置は連続板を一定の長さやサイズに切断する。多くの切断方法があり、最も一般的なものは、鋸切断、せん断切断、熱切断である。鋸切断は厚くて硬い板材に適しており、切断部の平坦性を確保できる。剪断切断は薄くて柔らかい板材に適しており、切断速度が速い。切断工具を加熱することで、切断中に板が素早く溶けて分離し、より良い切断効果が得られる。切断後、板は完成品となり、直接使用することも、さらに加工することもできる。様々な分野に運ばれ、人々の生活や生産に重要な役割を果たすことになる。

カテゴリーの細分化と特徴
素材別生産ラインのご紹介
ボード押出ラインの応用分野では、高品質のボード製品の生産を保証するために、異なるプラスチック材料は、そのユニークな化学的および物理的特性のために特別に設計された生産ラインに適合させる必要があります。
- PVC(ポリ塩化ビニル)素材の場合、その製造ラインには明確な特徴がある。PVCは熱安定性が比較的悪く、加工中の熱で分解されやすい。そのため、PVCボードの押出生産ラインでは、正確な温度管理に特別な注意を払う。通常、高性能の温度制御システムが装備され、複数の加熱ゾーンと冷却ゾーンの協調作業により、温度変動を非常に小さな範囲に制御します。押出機のスクリュー設計においても、PVCの特性が十分に考慮されており、均一な可塑化とPVC原料の安定した輸送を実現するために、特殊なネジ構造とアスペクト比が採用されている。例えば、一部の先進的なPVC生産ラインでは円錐二軸押出機を使用しており、低いせん断力の下で効率的な可塑化を実現し、PVCの熱劣化のリスクを低減し、シートの品質と性能を確保することができます。さらに、PVC溶融物の流動性が比較的低いため、生産ラインのヘッドモールド流路は、溶融物の流動抵抗を減らし、シート成形の精度と表面品質を確保するために、滑らかで適度な大きさを持つように設計される。
- PE(ポリエチレン)素材に適した生産ラインは、その結晶化特性と流動性の把握に重点を置いている。PEは結晶化が速く、理想的な結晶化度と結晶構造を得るために、生産工程で冷却速度を精密に制御する必要があり、これはシートの機械特性と外観品質に影響する。そのため、PEシート押出生産ラインの冷却装置は、通常、効率的な空冷または水冷技術を採用し、シートを迅速かつ均一に冷却し、冷却ムラによるシートの変形や性能差を避けることができる。加工温度に関しては、PEの加工温度範囲は比較的広いが、特定のPE品種に応じて正確に調整する必要もある。例えば、高密度ポリエチレン(HDPE)の加工温度は一般的に200~300℃であり、低密度ポリエチレン(LDPE)の加工温度はやや低い。生産ラインには高度な温度センサーと加熱制御システムが装備され、PE溶融物が最適な温度条件で成形されるよう、リアルタイムで処理温度を監視・調整する。また、PEメルトは流動性が良いため、ダイヘッド金型の設計は比較的柔軟に行えるが、それでも異なる仕様のシートの生産ニーズを満たすためには、流路の寸法精度と表面仕上げを保証しなければならない。
- PP(ポリプロピレン)素材の生産ラインは、それぞれ異なる焦点を持っている。PPは結晶性が高く、剛性が高いが、成形収縮が大きいという問題がある。この問題を解決するために、PPシート押出生産ラインは金型設計と工程パラメーター制御に独特な特徴がある。金型は通常特殊な構造設計を採用し、例えば冷却水路の分布密度を高めて金型の冷却速度を速め、それによってシートの成形収縮を低減する。工程パラメーターに関しては、射出圧力、保圧、冷却時間などのパラメーターが厳密に制御される。例えば、保圧を適切に高めることで、冷却過程におけるPPメルトの体積収縮を効果的に補足し、シート内部の収縮痕やボイドを低減することができ、冷却時間を適度に長くすることで、PPを完全に結晶化させ、シートの寸法安定性や機械的特性を向上させることができる。さらに、PPは加工前に乾燥させて水分を除去し、加工中の気泡などの欠陥を防ぐ必要がある。そのため、生産ラインには通常、PP原料の含水率が加工条件を満たすように、効率的な乾燥装置が備えられている。

各種シートの生産ラインの説明
ボード押出ラインは、材料による区別に加えて、生産されるシートの種類によっても分類することができる。また、シートの種類によって、生産工程や生産ラインの設備構成にも大きな違いがある。
- 通常のソリッドボードの生産ラインは、効率的で安定した生産工程を追求している。その生産工程は比較的オーソドックスで、主に原料の可塑化、押出成形、冷却成形、切断などの基本的なリンクを含む。設備構成としては、単軸押出機または二軸押出機が通常使用され、シートの生産規模や品質要求に応じて選択される。押出機のスクリュー径とアスペクト比は、原料の特性と生産量に応じて最適化され、原料が完全に可塑化され、安定した速度で押出成形できるようにする。ダイヘッド金型の設計は比較的簡単である。主にソリッドボードのサイズと形状の要求に基づいて、プラスチック溶融物がスムーズに押し出されるように、対応する流路構造を設計する。冷却・成形装置は、一般に3本ロールカレンダーまたは冷却水槽を使用する。ボードの表面をカレンダーで冷却することで、素早く固化させ、良好な表面品質と寸法精度を得ることができる。切断装置は、鋸引きやシャーリングなど、実際のニーズに応じて適切な切断方法を選択し、連続ボードを必要な長さに切断する。
- 発泡ボードの生産ラインの中核は、発泡工程の実現にあり、軽量、断熱、吸音など、ボードにユニークな性能上の利点を与えている。その製造工程は比較的複雑である。基本的な可塑化と押出のリンクに加えて、発泡剤の添加と発泡工程の制御が加わる。設備構成としては、押出機は良好な混合性能を持ち、発泡剤をプラスチック原料と完全に混合できる必要がある。一部の先進的な発泡ボード生産ラインでは、混合効果を高めるために、特殊な混合部を持つスクリューなど、特別に設計されたスクリュー構造を採用している。ダイヘッド金型の設計もより重要で、発泡剤が適切なタイミングで分解してガスを発生し、均一なセル構造を形成するように、溶融物の圧力と温度を正確に制御する必要がある。冷却・成形装置は、基板を冷却するだけでなく、セルの破裂や崩壊を防ぐためにセルの安定性を維持する。通常、真空冷却や空冷と水冷の組み合わせなど、特殊な冷却方法が用いられる。さらに、発泡ボードの製造ラインには、発泡剤の添加量を正確にし、発泡ボードの品質と性能の一貫性を確保するための精密な計量装置も必要である。
- 複合ボード生産ラインは、より優れた総合性能を持つボード製品を得るために、異なる材料間の複合と接合を実現することに重点を置いている。その製造工程では、複数の材料を協調して処理する必要があり、各層の材料の厚さ、位置、接着強度を正確に制御する必要がある。設備構成としては、通常、複数の押出機が同時に稼動し、異なる材料の可塑化と押出を担当する。例えば、PVC複合フローリングを製造する場合、1台の押出機がPVC基材の押出を担当し、もう1台の押出機が耐摩耗層と装飾層材料の押出を担当する。その後、これらの異なる材料層は複合金型を通して設計要件に従って複合化され、完全な複合ボードが形成される。複合金型の設計は材料の相溶性と接着性を考慮する必要があり、特殊な流路構造と温度制御方法を採用して、各層の材料が緊密に結合できるようにする。複合工程では、加熱ローラーやプレスローラーなどの補助設備も使用し、材料間の接着強度をさらに向上させる。さらに、複合板生産ラインには、製品の品質が規格に適合していることを確認するため、複合板の各層の厚さや接合強度などの重要な指標をリアルタイムで検査する品質検査装置も必要である。

幅広い用途
ボード押出ラインで生産されるボードは、多様な性能とカスタマイズ可能な機能で多くの分野で重要な役割を果たし、各産業の発展を力強く支えている。
- 住宅建設
住宅建築の分野では、ボード押出ラインで生産されたボードがいたるところで活躍している。室内装飾において、床は日常生活で人が頻繁に触れる部分である。このラインで生産されるPVC床や木質プラスチック床は、耐摩耗性と防水性に優れ、住宅環境における様々な摩耗や湿気の状況に効果的に対応できる。例えば、キッチンや浴室など水にさらされることが多い場所では、これらのボードは長期間安定した状態を保つことができ、変形したり腐ったりすることがなく、床の耐用年数を大幅に延ばすことができます。壁板は室内装飾の重要な一部である。押出ラインによって生産される装飾壁板は、木材、石材などの様々な天然素材の質感や風合いを模倣することができ、室内空間に独特な装飾効果を加えることができる。本物の天然素材を使わなくても、リアルな自然の雰囲気を作り出すことができ、コスト削減だけでなく、天然資源の消費も抑えることができる。天井パネルには、耐火性、防湿性、吸音性に優れたものが求められる。押出成形ラインで生産される石膏ボードとPVCガセットは、これらの要求を満たすことができ、室内に安全で快適な住環境を提供することができる。
屋外の建築物では、瓦には防水性と耐候性が求められる。ボード押出ラインで生産される塩ビ瓦やASA瓦などのプラスチック瓦は防水性に優れ、雨水の浸入を効果的に遮断することができる。また、耐紫外線性や耐候性にも優れています。長期間の日差しや雨にさらされても色あせや老朽化がしにくく、良好な外観と性能を維持し、建築物を確実に保護します。外壁装飾パネルは、装飾性と耐久性を重視しています。押出ラインで生産される外壁吊りパネルと断熱化粧一体パネルは、豊富な色彩と多様な形状を持ち、建物全体の美観を高めるだけでなく、断熱、防水、防湿機能を持ち、建物のエネルギー効率を向上させ、エネルギー消費量を削減することができます。 - 自動車産業
自動車産業は、材料の性能と品質に対する要求が極めて高い。基板押出ラインで生産される基板は、自動車の内装と外装の両方に広く使用されている。自動車内装では、ダッシュボードはドライバーが直接対面する部分であり、手触り、美観、安全性が求められます。押出ラインで生産されたPPやABSの板は、射出成形などの二次加工を施した後、ダッシュボードに使用することができる。寸法安定性と表面仕上げが良く、複雑な設計要求にも対応でき、車内の安全を確保するために一定の耐火性も備えている。シートバックやドアの内装パネルは、快適性と軽さを考慮する必要がある。押出ラインで生産される発泡ボードや複合ボード、例えばPU発泡ボード、TPU/ABS複合ボードなどは、シートやドアの重量を減らし、自動車全体のエネルギー消費を減らすだけでなく、良好なクッション性とサポート性を提供し、乗り心地を向上させることができる。自動車外装では、ボンネット、ドア、トランクリッドなどのボディパネルに、高強度、軽量、成形性に優れたボードが必要とされる。アルミ合金板や高強度樹脂板は、押出ラインで生産された後、プレスや溶接などの工程を経てボディパネルに使用される。これらのシートは、車体の構造強度を確保しながら軽量化を実現し、燃費やハンドリング性能を向上させる。バンパーには、優れた耐衝撃性とエネルギー吸収性が求められます。PP改質シート、PC/ABSアロイシートなど、押出ラインで生産される改質プラスチックシートは、特別な構造設計と加工技術の後、バンパーの製造に使用できる。衝突時のエネルギーを効果的に吸収・分散し、車体と乗員の安全を守ることができる。 - 包装産業分野
包装業界では、ボード押出ラインで生産されるシートが重要な役割を果たしている。包装箱や梱包箱は、製品を保護し、輸送を容易にするための重要なキャリアである。押出ラインで生産されるPP、PE、PVCシートは強度と靭性に優れ、様々な仕様や形状の包装箱や梱包箱を作ることができる。製品のサイズや形状に合わせてカスタマイズでき、製品にぴったりとフィットし、輸送や保管中に衝突や押し出しなどで製品が破損しないよう、効果的に保護することができる。例えば、壊れやすい電子製品の場合、押し出しシートで作られた包装箱は、緩衝構造と材料を追加することにより、製品の保護を向上させることができる。パレットは、物流や輸送でよく使用される道具であり、強力な運搬能力、耐久性、容易な取り扱いが要求される。PPパレット、HDPEパレットなど、押出生産ラインで生産されるプラスチックパレットは、強度と剛性が高く、より重い荷物にも耐えることができる。また、耐食性、防水性、非変形性などの長所があり、耐用年数が長い。伝統的な木製パレットと比べ、プラスチックパレットは環境に優しく、清掃とメンテナンスが簡単で、標準化生産と管理にも便利で、物流と輸送の効率を向上させる。
まとめと交流
現代の工業生産における重要な設備として、ボード押出ラインは多くの分野でかけがえのない役割を果たしています。豊富な種類のシート製品を私たちの日常生活にもたらすだけでなく、各産業の技術の進歩と発展を促進します。技術の絶え間ない革新と市場需要の絶え間ない成長により、ボード押出ラインは将来の発展において大きな可能性を秘めており、グリーン環境保護とインテリジェント生産においてより大きな飛躍を遂げることが期待されています。
皆さんとの交流が増えることをとても楽しみにしています。ボード製造プロセスに関するユニークな見識をお持ちの方、関連業界のお仕事で興味深い問題や課題に遭遇された方は、コメント欄にメッセージを残して共有してください。ボード押出ラインの技術的な詳細についてでも、市場動向についての見解でも、自由に発言してください。私はすべてのメッセージを注意深く読み、皆さんに迅速に返信します。一緒に議論し、前進していきましょう。
