 İçeriğe geç
İçeriğe geç 

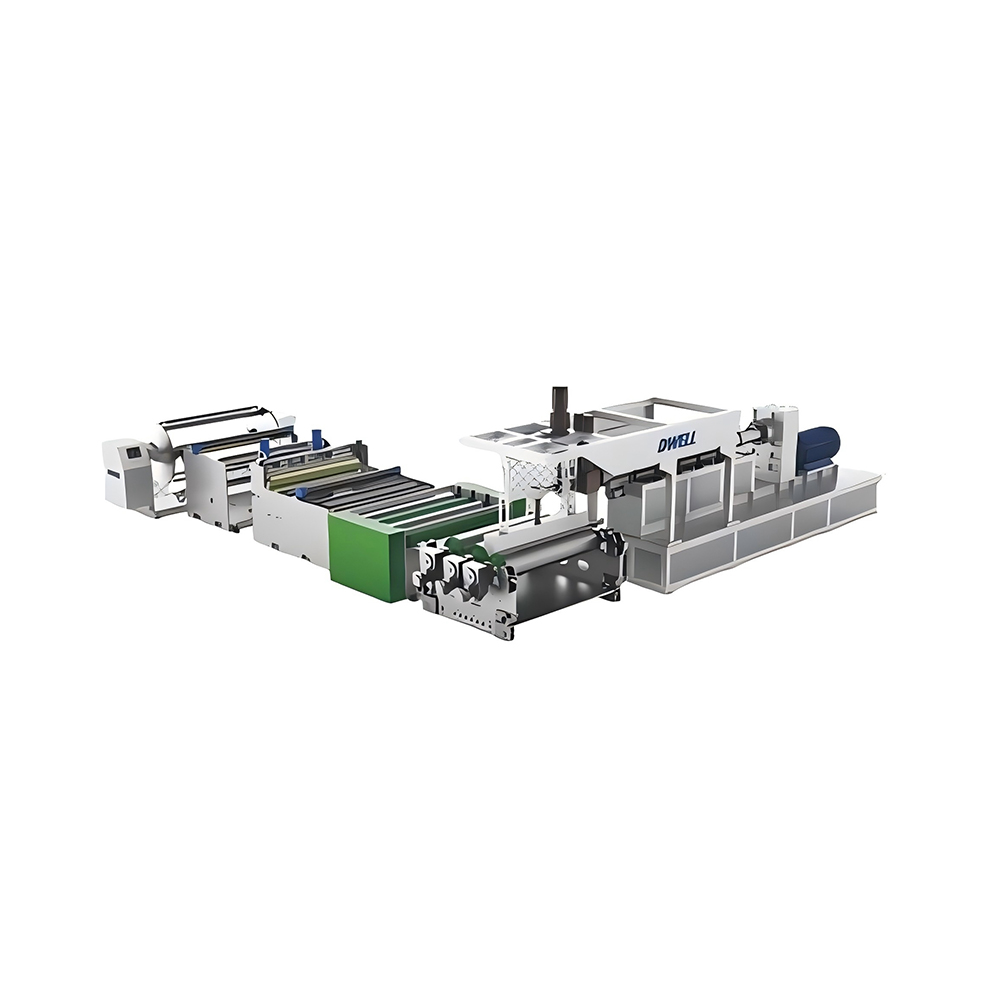
Gıda sınıfı ambalaj üretimi, değer zincirini oluşturan sütunlar olarak verimlilik, hijyen ve malzeme performansını tanımlar. Son on yılda, ekstrüzyon ve termoform alanındaki istikrarlı yenilikler, gıda ambalajı sektörüne ilham kaynağı olmuştur. Tek Adımlı Ekstrüzyon Kalıplama Makinesi - Polimer peletlerin otomatik bir hat aracılığıyla doğrudan bitmiş kaplara dönüştürüldüğü entegre, yüksek otomasyonlu bir sistem. Ekstrüzyon, sac kesme ve termoform için ayrı ekipmanların kullanıldığı (birbirinden tamamen bağımsız çalışan üç veya daha fazla makine) geleneksel çok adımlı sürecin aksine, bu sistem hepsini tek bir çatı altında toplar ve kesintisiz üretim akışının yanı sıra büyük maliyet tasarrufu sağlar.
Tek Adımlı Ekstrüzyon Kalıplama Makinesi, çoklu şekillendirme teknolojilerini tek bir sürece entegre eder. Ekstrüzyon, kalıplama, delme ve istifleme tek bir kesintisiz hatta gerçekleştirilir, böylece üreticiler PP gıda kapları ve biyolojik olarak parçalanabilir ambalajların yüksek hassasiyetli ve düşük maliyetli üretimini gerçekleştirebilir.
Peletlerden Konteynerlere: Tek Adımlı Süreç Nasıl İşliyor?
Geleneksel yöntemlerle plastik şekillendirmede, iş normalde birkaç farklı istasyonda gerçekleştirilir - levha yapmak için ekstrüzyon, boyuta göre kırpmak için kesme, yumuşatmak için ısıtma ve kaplara ısıyla şekillendirme. Bu da her adım için ayrı makineler, operatörler ve enerji döngüleri gerektirir. Tek adımlı ekstrüzyon kalıplama konsepti, bu süreci sürekli bir kapalı döngü sistemi olarak yeniden tasarlamaktadır.
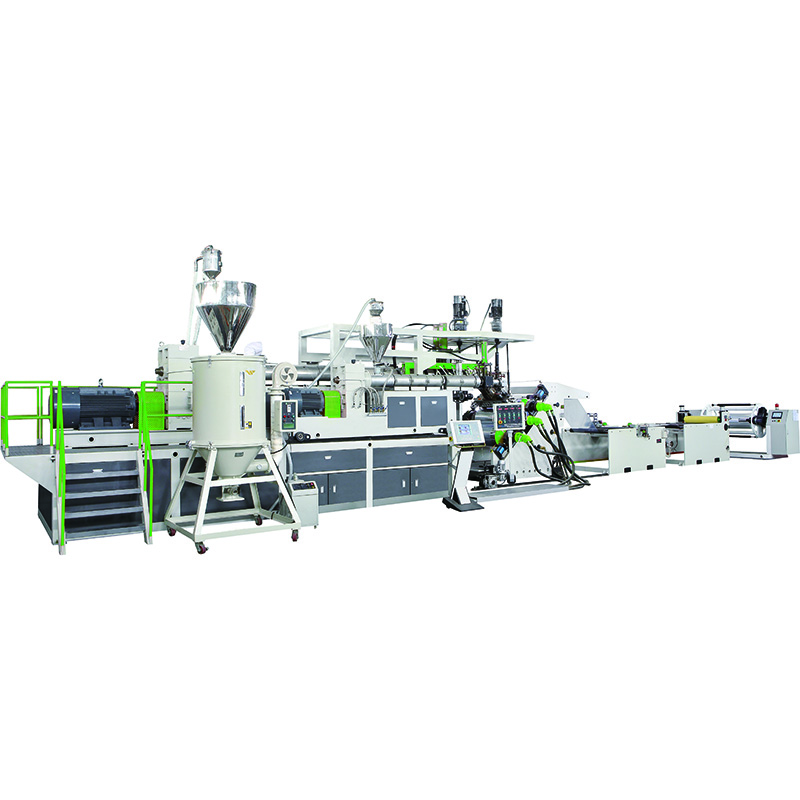
Sistemin merkezinde polimer malzemenin eritilmesi ve homojenleştirilmesi yer almaktadır. Hazneye granül formda beslenen hammaddeler arasında polipropilen (PP) ve PP artı kalsiyum karbonat (CaCO₃) kompozit formülasyonları ve mısır nişastası bazlı biyolojik olarak parçalanabilir bileşikler bulunmaktadır. Varilin içinde çalışan özel tasarım havalandırmalı bir vida aynı anda üç işlevi yerine getirir: plastikleştirme, devolatilizasyon ve karıştırma. Beslemede 180°C'den kalıp yakınında yaklaşık 220°C'ye kadar kontrollü ısıtma bölgeleri ile hassas bir sıcaklık gradyanı korunur, bu da termal bozulma olmadan tam bir eritme işlemine izin verir.
Erimiş madde daha sonra, kuruluma bağlı olarak üç ila beş ekstrüder alabilen çok katmanlı bir ko-ekstrüzyon kalıp kafası üzerinde hareket eder. Bu, farklı faydalı katmanlara sahip tek veya çok katmanlı tabakaların yapılmasına olanak tanır - örneğin, gıda ile temas güvenliği için saf PP'nin dış katmanları arasına yerleştirilmiş, mukavemet için mineral dolgulu bir PP orta katmanı. Tabaka kalıptan çıktıktan hemen sonra, kalınlığın ve yüzey kaplamasının tam olarak ayarlandığı ısı kontrollü bir kalender rulo yığınına gider.
Geleneksel sistemlerde olduğu gibi rulo haline getirilmek yerine, levha doğrudan şekillendirme istasyonuna gider. Eşleşen kalıplar ve iki vakum, hala sıcakken öğle yemeği kutularına, tepsilere veya kaselere şekil verir. Entegre bir delme ve istifleme modülü, hurdaları otomatik olarak keser ve kapları paketlemeye hazır şekilde istifler. Ham peletlerden bitmiş kaplara kadar tüm süreç, tamamen otomatik olarak ve herhangi bir kontaminasyon olasılığı olmadan sadece birkaç dakika sürer.
Temel Bileşenler ve Teknik Mimari
Tek Adımlı Ekstrüzyon Kalıplama Makinesinin her bir parçası senkronizasyon ve sabitlik göz önünde bulundurularak yapılmıştır. Farklı modeller boyut ve kurulum açısından farklılık gösterse de, temel yapı tüm yeni sistemlerde aynı kalır.
Ekstrüder çok yüksek torka sahip bir motor tarafından çalıştırılır ve sertleştirilmiş, nitrürlenmiş bir vida kullanır. Esas olarak sıkıştırma oranı ve havalandırma derinliği ile tanımlanır ve farklı dolgu oranları artı biyolojik olarak parçalanabilir katkı maddelerine göre sistem uyumluluğu hesaba katılır. Makinenin otomatik kontrolörü, sensörler aracılığıyla eriyik basıncının yanı sıra sıcaklık koşullarını da izler ve buna göre, eriyiğin optimum homojenliğini elde etme kararlılığını korumak için vidanın hızını ve geri basıncı düzenler.
Kalıp sistemi ürün kalitesini kritik ölçüde belirler. İç akış kanalları, bilgisayar destekli reolojik simülasyonlar aracılığıyla optimize edilir, böylece eriyiğin eşit bir dağılımı sağlanır. PP ve PP+CaCO₃ malzemeler için, nihai tabakada kalınlık sapmasının yanı sıra çarpılmayı önlemek için genişlik boyunca eşit bir kesme dağılımı sağlamak son derece önemlidir. Kalıp ağzı, sac kalınlığını ayarlamak için üretim sırasında dinamik olarak ayarlanabilen ince ayar cıvataları ile birlikte gelir.
Ekstrüzyondan sonra soğutma ve şekillendirme gerçekleşir. Takvim ruloları ya yüksek kromlu çelikten ya da ayna kaplamalı bir alaşımdan yapılır ve yüzeyde ±1°C içinde dolaşan yağ sistemleri ile sıcaklık kontrol edilir. Böyle bir kontrol, levhaya mekanik tutarlılığın yanı sıra optik netlik de kazandıracaktır. Daha sonra şekillendirme bölümü, saatte 5.000 ila 10.000 konteynerin ötesine geçen döngü hızlarında yüksek çözünürlüklü şekillendirme elde edebilmek için yüksek tepkili vakum valfleri ile birlikte servo tahrikli plakalardan yararlanmalıdır.
Malzeme Esnekliği: PP, Dolgu Maddeleri ve Biyobozunurlar
Tek adımlı ekstrüzyon kalıplama makinesinin en değerli özelliği malzeme çeşitliliğidir. Esneklik, üreticilerin ana makinede herhangi bir değişiklik yapmadan hem petrol bazlı geleneksel reçineleri hem de çevre dostu biyolojik olarak parçalanabilir formülasyonları çalıştırmasına izin verir.
Polipropilen (PP) FDA uyumlu bir malzeme olması, iyi ısı direncine sahip olması ve geri dönüştürülebilmesi nedeniyle en popüler malzeme olmaya devam etmektedir. Maliyeti optimize etmek ve sertliği artırmak için yüksek kaliteli kalsiyum karbonat (normalde 40-60%) eklenir. Makinenin havalandırmalı vida tasarımı, bu tür dolgu maddesi yüklü bileşiklerin gerilme mukavemeti ve darbe performansında kayıp olmadan iyi bir şekilde dağılmasını sağlar.
Dünya çapındaki sürdürülebilirlik modasına tepki olarak, birçok üretici halihazırda mısır nişastası + PP hibrit kumaş veya belki de tamamen biyolojik olarak parçalanabilir nişasta bazlı bileşikler kullanıyor. Bu biyolojik reçineler, benzer sıcaklık aralıklarında (yaklaşık 180-210°C) işlenebilirliği korurken bile sürdürülebilir bir seçenek sunuyor. Nişasta bazlı malzemeler hem neme hem de kesmeye karşı hassas hale geldiğinden, bu tek aşamalı düzen kullanım ve aleniyeti en aza indirir; sonuç olarak bozulma tehlikesi en aza indirilir.
Bu çok yönlülük, aynı üretim hattının hem normal PP kapları hem de yeşil bozunabilir ambalajları çalıştırmasına olanak tanır. Aslında bu, normal pazarın yanı sıra çevre dostu pazara da hizmet veren ambalaj üreticileri için büyük bir avantajdır.

Geleneksel Çok Adımlı Sistemlere Göre Mühendislik Avantajları
Bir dizi mühendislik ve ekonomik avantaj sunarak geleneksel ekstrüzyon ve şekillendirme sürecinin yerini alır. Hız avantajı, ürün kalitesi, enerji verimliliği ve operasyonel güvenilirlik ile birlikte ve ötesine geçer.
1. Azaltılmış Malzeme Taşıma ve Kirlenme
Mekanik deformasyonun yanı sıra toz kirliliğini de barındıran entegre tasarımlarda manuel tabaka transferi ve geri sarma söz konusu değildir; bu nedenle, duvar kalınlığını korurken gıda ambalajı üretiminde hijyenik uyumluluğa uygundur.
2. Enerji ve Alan Verimliliği
Şekillendirme için ekstrüzyondan kalan ısıyı kullandığından, enerji tüketimi 25%'ye kadar azalır. Kompakt ayak izi - fabrika alanından tasarruf. Yüksek verimli tesisler için önemli bir husus.
3. Hassas Kontrol ve Ürün Tutarlılığı
Sıcaklık, basınç ve servo hareketin merkezi kontrolü, ince duvarlı kaplar için bile mükemmel boyutsal doğruluk sağlayan yüksek hızlı formlarda tekrarlanabilir.
4. Bakım ve Uzun Ömürlülük
Tek hat entegrasyonu mekanik bağlantı hatalarını azaltır. Hızlı açılan kalıplar ve otomatik yağlama sistemleri makine içinde modülerdir, bu da bakımı çok istasyonlu bir hattan çok daha kolay hale getirir.
Kontrol Mantığının İçinde: Otomasyon ve Senkronizasyon
Modern tek adımlı ekstrüzyon hatları, HMI dokunmatik ekranlı PLC tabanlı merkezi kontrol sistemleri ile çalışır. Operatörlerin gerçek zamanlı olarak değiştirebileceği başlıca ayarlar arasında vida hızı, kalıp sıcaklığı, merdane basıncı ve kalıbın zamanlaması yer alır. Yazılım, kendi kendine teşhis rutinlerini içerir ve düzensiz sac kalınlığı veya vakum sızıntısı veya hatta kalıpta sıcaklık dengesizliği gibi bir anormallik varsa kullanıcıyı uyarır.
Servo motorlar ve oransal valfler, ekstrüzyon ve şekillendirme arasındaki hızların genel senkronizasyonunda çok önemlidir. Örneğin, reçine malzemesinin viskozitesindeki değişiklikler nedeniyle ekstrüderin verimi değişirse, şekillendirme istasyonu, tabaka malzemenin sabit beslenmesini sağlamak için döngü süresini otomatik olarak ayarlayacaktır. Bu tür koordineli kontrol, eğilme, esneme ve kırpma israflarını ortadan kaldırmaya yardımcı olur.
Bazı gelişmiş modellerde, üreticiler veri kaydı ve üretim analitiği modülleri uygulamaktadır. Enerji tüketimi, verim oranı ve ıskarta oranı gibi gerçek zamanlı parametreler kaydedilerek kestirimci bakımın yanı sıra süreç optimizasyonu da sağlanır.
Performans Ölçütleri ve Üretim Kabiliyetleri
Standart bir PP tek adımlı ekstrüzyon hattı tipik olarak bu performans aralıklarında çalışır:
| Parametre | Tipik Aralık |
|---|---|
| Çalışma Sıcaklığı | 180-220°C |
| Çıkış Kapasitesi | 5.000-10.000 konteyner/saat |
| Sac Kalınlığı | 0,3-1,5 mm |
| Dolgu İçeriği | 0-60% CaCO₃ |
| Katmanlar | 3-5 katman (ko-ekstrüzyon) |
| Kalıp Değiştirme Süresi | 20-40 dakika |
| Güç Tüketimi | Konteyner partisi başına 0,25-0,35 kWh |
Kalıp boşluğunun tasarımı ve soğutma verimliliği, sistemdeki verimin başlıca belirleyicileridir. Servo tahrikli kalıp istasyonları ile hassasiyetten ödün vermeden beş saniyenin altında döngü sürelerine ulaşmak mümkündür. Hava soğutma, yağ ısıtma ve vakum şekillendirme sistemleri birbirleriyle mükemmel bir uyum içinde çalışarak partiden partiye korunabilen parça kalitesi sağlar.
Üretim Senaryoları ve Uygulama Spektrumu
Tek Adımlı Ekstrüzyon Kalıplama Makinesinin esnekliği geniş bir ambalaj uygulamaları yelpazesine yayılır. Çeşitli malzeme formülasyonlarından farklı kap türleri oluşturma yeteneği, onu orta ve büyük ölçekli üreticiler için değerli bir yatırım haline getirmektedir.
Aşağıda bazı tipik üretim senaryoları verilmiştir:
-
Paket servis ve hızlı servis restoranları için tek kullanımlık gıda kapları.
-
Taze et, deniz ürünleri ve meyve ambalajları için süpermarket tepsileri.
-
Pasta kutuları ve fırın tepsileri pürüzsüz bir yüzey kaplaması ve gıdaya uygun temas katmanları gerektirir.
-
Temiz oda düzeyinde otomasyonla üretilen tıbbi ve farmasötik tepsiler.
-
Çevre dostu nişasta + PP hibrit ambalaj, yeşil ürün düzenlemelerine sahip pazarları hedefliyor.
Tek Adımlı Ekstrüzyon Yaklaşımı Neden Çevre Açısından Önemlidir?
Sürdürülebilir plastik işleme, malzeme seçiminin yanı sıra enerji tüketimi, atık üretimi ve ürünün geri dönüştürülebilirliğini de içerir. Bunlar tek adımlı tasarım tarafından doğrudan desteklenmektedir. Bu çok aşamalı bir kurulum sistemi olduğundan, geleneksel hatlarda tüketimin çok büyük bir bölümünü oluşturabilen ısıtma ve şekillendirme arasındaki enerji kaybını önemli ölçüde azaltır. Yarı mamul sacın daha az taşınması, ikincil yeniden eritmenin yanı sıra daha az mekanik hurda anlamına gelir.
Ayrıca, biyolojik olarak parçalanabilen veya dolgulu PP malzemeler üretilirken, ısının tam olarak kontrol edilmesi, eko-bileşiklerin mukavemetini korumanın önemli bir parçası olan aşırı kesmeyi veya sıcaklıkla parçalanmayı önler. Böylece üreticiler hem güçlü hem de çevre için iyi olan kutular yaratabilirler.
Kurulum ve Çalıştırma için Pratik Hususlar
Tek adımlı ekstrüzyon kalıplama sistemi önemli avantajlar sunarken, optimum sonuçlara ulaşmak dikkatli bir süreç kurulumu gerektirir. Deneyimli operatörler birkaç temel parametreye odaklanır:
-
Sıcaklık dengesi: Ekstrüzyon ve kalıp sıcaklıklarının senkronize tutulması, eşit duvar kalınlığı sağlar.
-
Vakum seviyesi: Çok düşük olursa form tanımı zarar görür; çok yüksek olursa ince kesitlerin yırtılmasına neden olabilir.
-
Soğutma hızı: Hızlı soğutma şeffaf PP ürünler için berraklığı korurken, daha yavaş soğutma darbe direncini artırır.
-
Malzeme kurutma: Özellikle nemin kabarcıklara veya delaminasyona neden olabileceği nişasta bazlı veya dolgulu kompozitler için çok önemlidir.
Bu operasyonel içgörüler, otomasyon rutin kontrolün çoğunu gerçekleştirse de, süreç optimizasyonunda insan uzmanlığının verim, kalite ve enerji kullanımı arasında en iyi dengeyi sağlamak için gerekli olmaya devam ettiğinin altını çizmektedir.
Pazarda Benimsenme ve Rekabet Üstünlüğü
Geçtiğimiz beş yıl içinde Asya ve Avrupa, Tek Adımlı Ekstrüzyon Kalıplama Makinelerinin hızla benimsendiğini gördü. Makinenin hem geleneksel PP hem de biyolojik olarak parçalanabilen malzemelerle çalışabilme özelliği, üreticilerin ürün hatlarını pazar ihtiyaçları ve en son çevre politikaları doğrultusunda ayarlamalarını sağlamaktadır. Çin'de bu tür bir sistem, kapalı, kontaminasyonsuz işleme ortamı sayesinde QS (Kalite ve Güvenlik) ve FDA sertifikalarını daha hızlı bir şekilde elde etmek için birçok üretici tarafından etkin bir şekilde kullanılmaktadır.
Ambalajın performans, maliyet ve sürdürülebilirlik arasında denge kurması gereken rekabetçi bir ortamda tek adımlı sistem, düşük operasyonel karmaşıklığa sahip yüksek hızlı, istikrarlı üretim sunarak belirleyici avantajlar sağlar. Burada, süpermarket zincirleri ve catering endüstrilerinin yanı sıra yeşil ambalaj sektörlerinde de kendine yer bulan büyük hacimli üretim söz konusudur.
Geleceğe Bakış: Akıllı Üretim ile Entegrasyon
Tek adımlı ekstrüzyon ve şekillendirme ekipmanlarının gelişimi daha fazla dijitalleşme ve akıllı kontrol yönünde ilerliyor. Bir sonraki seride, yapay zeka destekli proses ayarlama, uzaktan teşhis ve enerji tüketimi analitiği için bir hüküm olacak. Bu sayede öngörüye dayalı ayarlamalar yapılabilecek; örneğin kalıp sıcaklıkları viskozite eğilimlerine göre otomatik olarak ayarlanabilecek veya şekillendirme basıncı kalıp sıcaklığındaki sapmaya göre ayarlanabilecek.
Ayrıca, biyolojik olarak parçalanabilen polimer bilimi ilerledikçe, PLA-nişasta karışımları ve değişen PBAT karışımları gibi yeni malzemeler bu makinelerin eşleşme aralığını genişletecektir. Malzeme yaratıcılığı ve proses makinesi arasındaki bu birlikte çalışma, geleceğin yeşil ambalaj üreticileri grubunu oluşturacaktır.
Tek Adımlı Ekstrüzyon Kalıplama Makinesi, en güncel plastik şekillendirme teknolojisi içinde hassas mühendislik, otomasyon ve sürdürülebilirlik kavramlarının bir senkronizasyonunu sunar. Ekstrüzyon, şekillendirme, delme ve istiflemenin tek bir koordineli süreçte birleştirildiği bir sistemdir; böylece üretim hatları, yüksek hijyen ve tutarlılık seviyelerinin hala uygulanabileceği ölçüde azaltılır. Ayrıca, PP, PP + dolgu kompozitleri ve biyolojik olarak parçalanabilir malzemelerle çalışarak üreticilerin tesis makinelerinde basit değişikliklerle farklı pazarları hedeflemelerine olanak tanır.
Yeşil ambalajlara yönelik talep arttıkça, tek adımlı ekstrüzyon prosesi sadece bir verimlilik artışı değil, aynı zamanda yeni dünya düzenine uygun teknolojik bir çözüm haline geliyor: üretimde bilinçli verimlilik yolunda sürdürülebilirlik. İster tek kullanımlık gıda tepsilerinin ister biyolojik olarak parçalanabilen beslenme çantalarının yüksek hızda üretimi için olsun, bu entegre sistem, kolayca bulunabilen ve ekonomik olarak uygulanabilir en gelişmiş şekillendirme teknolojisi olarak kendini kanıtlamıştır.
