 Saltar para o conteúdo
Saltar para o conteúdo 

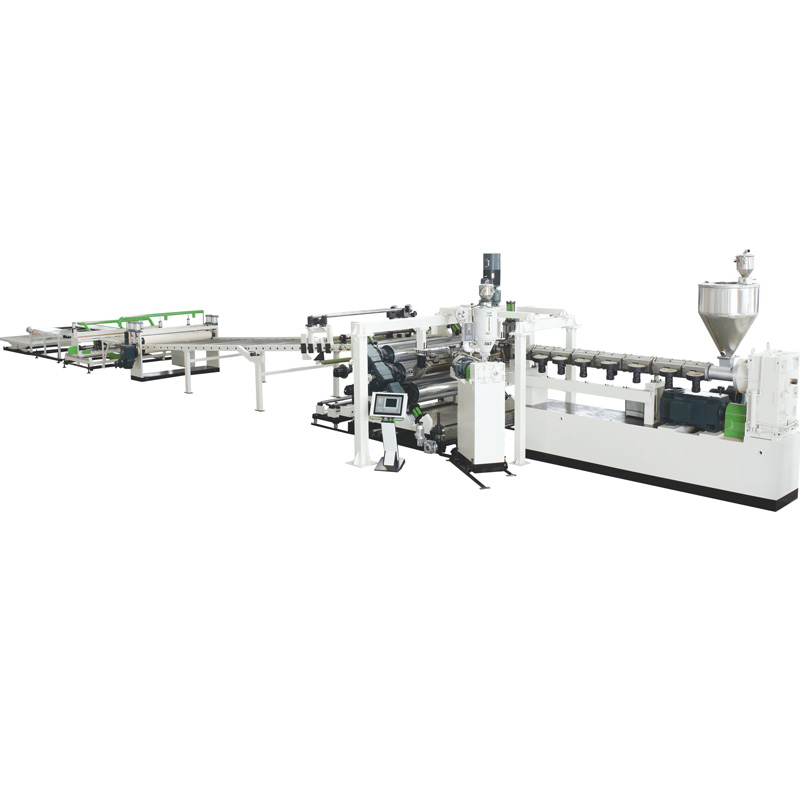

A produção de embalagens de qualidade alimentar define a eficiência, a higiene e o desempenho dos materiais como pilares que compõem a cadeia de valor. Ao longo dos últimos dez anos, a inovação constante na extrusão e na termoformagem foi o que inspirou a Máquina de moldagem por extrusão de um passo - um sistema integrado e altamente automatizado através do qual os granulados de polímero são transformados diretamente em recipientes acabados através de uma linha automatizada. Ao contrário do processo tradicional de várias etapas, em que se utilizavam equipamentos separados para a extrusão, o corte da folha e a termoformagem (três ou mais máquinas a trabalhar de forma completamente independente umas das outras), este sistema inclui-os a todos sob o mesmo teto e proporciona um fluxo de produção sem descontinuidades, para além de grandes poupanças de custos.
A máquina de moldagem por extrusão de um passo integra tecnologias de moldagem múltiplas num único processo. A extrusão, a moldagem, a perfuração e o empilhamento são realizados numa linha contínua, para que os fabricantes possam realizar uma produção de alta precisão e de baixo custo de recipientes alimentares em PP e embalagens biodegradáveis.
Dos pellets aos contentores: Como funciona o processo de uma etapa
Na moldagem de plásticos por meios tradicionais, o trabalho seria normalmente efectuado em várias estações diferentes - extrusão para fazer a folha, corte para aparar à medida, aquecimento para amolecer e termoformagem em recipientes. Isto requer máquinas, operadores e ciclos de energia separados para cada etapa. O conceito de moldagem por extrusão num só passo reimagina este processo como um sistema contínuo de ciclo fechado.
É no centro do sistema que ocorre a fusão e a homogeneização do material polimérico. Entre as matérias-primas alimentadas, em forma granular, na tremonha estão o polipropileno (PP) e formulações compostas de PP mais carbonato de cálcio (CaCO₃), e compostos biodegradáveis à base de amido de milho. Um parafuso ventilado de design especial que corre no interior do barril desempenha três funções em simultâneo: plastificação, desvolatilização e mistura. Um gradiente de temperatura preciso é mantido por zonas de aquecimento controladas de 180°C na alimentação até cerca de 220°C perto da matriz, o que permite um processo de fusão completo sem degradação térmica.
A matéria derretida passa então por uma cabeça de matriz de co-extrusão de várias camadas que pode levar de três a cinco extrusoras, consoante a configuração. Isto permite a produção de folhas de uma ou várias camadas com diferentes camadas úteis - por exemplo, uma camada intermédia de PP com carga mineral para resistência, colocada entre camadas exteriores de PP puro para segurança do contacto com os alimentos. Logo após a folha sair do molde, vai para uma pilha de rolos de calandra controlada pelo calor, onde a espessura e o acabamento da superfície são definidos com exatidão.
Em vez de ser enrolada em rolos, como acontece nos sistemas convencionais, a folha vai diretamente para a estação de moldagem. Moldes combinados e dois vácuos dão-lhe forma, ainda quente, a lancheiras, tabuleiros ou tigelas. Um módulo integrado de perfuração e empilhamento corta automaticamente os restos e empilha os recipientes prontos a serem embalados. Todo o processo - desde os pellets em bruto até aos recipientes acabados - demora apenas alguns minutos, completamente automático e sem qualquer possibilidade de contaminação.
Componentes principais e arquitetura técnica
Cada parte da máquina de moldagem por extrusão de um passo foi concebida tendo em mente a sincronização e a estabilidade. Embora os diferentes modelos variem em termos de tamanho e configuração, a estrutura básica permanece a mesma em todos os novos sistemas.
A extrusora é acionada por um motor de binário muito elevado e utiliza um parafuso endurecido, nitretado. É essencialmente definida pela taxa de compressão e pela profundidade de ventilação, tendo em conta a compatibilidade do sistema relativamente a diferentes taxas de enchimento e aditivos biodegradáveis. O controlador automático da máquina monitoriza a pressão da massa fundida, bem como as condições de temperatura através de sensores, e regula em conformidade a velocidade do parafuso, bem como a contrapressão, para manter a estabilidade e atingir a homogeneidade ideal da massa fundida.
O sistema de moldes determina de forma crítica a qualidade do produto. Os canais de fluxo internos são optimizados através de simulações reológicas assistidas por computador, para que haja uma distribuição uniforme da massa fundida. Para materiais PP e PP+CaCO₃, é extremamente importante fornecer uma distribuição uniforme de cisalhamento em toda a largura para evitar deformações, bem como desvios de espessura na folha final. O lábio da matriz vem com parafusos de ajuste fino que podem ser ajustados dinamicamente durante a produção para definir a espessura da folha.
Após a extrusão, procede-se ao arrefecimento e à moldagem. Os rolos de calendário são fabricados em aço com elevado teor de crómio ou numa liga com acabamento espelhado e a sua temperatura é controlada por sistemas de circulação de óleo com uma tolerância de ±1°C à superfície. Este controlo confere clareza ótica e consistência mecânica à folha. Em seguida, a secção de formação tem de utilizar placas servo-acionadas juntamente com válvulas de vácuo de alta resposta para poder atingir uma formação de alta definição a velocidades de ciclo superiores a 5.000 a 10.000 contentores por hora.
Flexibilidade de materiais: PP, cargas e biodegradáveis
O atributo mais valioso da máquina de moldagem por extrusão numa só etapa é a diversidade de materiais. A flexibilidade permite aos fabricantes utilizar tanto resinas tradicionais, que são à base de petróleo, como formulações biodegradáveis amigas do ambiente, sem qualquer alteração na maquinaria principal.
O polipropileno (PP) continua a ser o mais popular porque é um material compatível com a FDA, tem boa resistência ao calor e pode ser reciclado. Para otimizar o custo e aumentar a rigidez, é adicionado carbonato de cálcio de alta qualidade (normalmente 40-60%). O design do parafuso ventilado da máquina garante que estes tipos de compostos carregados de carga são bem dispersos sem perda de resistência à tração e desempenho de impacto.
Em reação à moda mundial da sustentabilidade, vários fabricantes já estão a utilizar tecido híbrido de amido de milho + PP ou talvez compostos à base de amido absolutamente biodegradáveis. Estas bio-resinas oferecem uma escolha sustentável, mesmo mantendo a processabilidade dentro de intervalos de temperatura semelhantes (cerca de 180-210°C). Uma vez que os materiais à base de amido se tornam sensíveis à humidade e ao cisalhamento, esta disposição num único passo minimiza o manuseamento e a exposição; consequentemente, o perigo de degradação é minimizado.
Esta versatilidade permite que a mesma linha de produção funcione tanto com contentores PP normais como com embalagens verdes degradáveis. Trata-se, de facto, de uma enorme vantagem para os fabricantes de embalagens que servem tanto o mercado normal como o mercado ecológico.

Vantagens de engenharia em relação aos sistemas convencionais de várias etapas
Supera o processo tradicional de extrusão e conformação, oferecendo uma série de vantagens económicas e de engenharia. A vantagem da velocidade vai muito além da qualidade do produto, da eficácia energética e da fiabilidade operacional.
1. Redução do manuseamento de materiais e da contaminação
Os designs integrados não implicam a transferência e rebobinagem manual de folhas, o que permite a contaminação por poeiras, bem como a deformação mecânica; por conseguinte, adequa-se à conformidade higiénica na produção de embalagens alimentares, mantendo a espessura da parede.
2. Eficiência energética e espacial
Uma vez que utiliza o calor residual da extrusão para a conformação, o consumo de energia é reduzido até 25%. Pegada compacta - economia de espaço na fábrica. Uma consideração importante para instalações de elevado rendimento.
3. Controlo de precisão e consistência do produto
Controlo centralizado da temperatura, pressão e movimento servo repetível a formas de alta velocidade, proporcionando uma excelente precisão dimensional, mesmo para recipientes de paredes finas.
4. Manutenção e longevidade
A integração numa única linha reduz os erros de acoplamento mecânico. Os moldes de libertação rápida e os sistemas de lubrificação automática são modulares dentro da máquina, tornando a sua manutenção muito mais fácil do que numa linha com várias estações.
Por dentro da lógica de controlo: Automação e Sincronização
As modernas linhas de extrusão de passo único funcionam através de sistemas de controlo central baseados em PLC com ecrãs tácteis HMI. As principais definições que os operadores podem alterar em tempo real incluem a velocidade do parafuso, a temperatura da matriz, a pressão do rolo e o tempo do molde. O software incorpora rotinas de autodiagnóstico e avisa o utilizador se existir alguma anomalia, como uma espessura irregular da folha, uma fuga de vácuo ou mesmo um desequilíbrio de temperatura no molde.
Os servo-motores e as válvulas proporcionais são muito importantes na sincronização geral das velocidades entre a extrusão e a formação. Por exemplo, se o rendimento da extrusora variar devido a alterações na viscosidade do material de resina, a estação de conformação ajustará automaticamente o seu tempo de ciclo para acomodar a alimentação constante de material em folha. Este tipo de controlo coordenado ajuda a eliminar o empeno, o estiramento e os desperdícios de corte.
Em alguns modelos avançados, os fabricantes implementam módulos de registo de dados e de análise da produção. Os parâmetros em tempo real do consumo de energia, da taxa de produção e da taxa de rejeição são registados para permitir a manutenção preditiva, bem como a otimização do processo.
Métricas de desempenho e capacidades de produção
Uma linha normal de extrusão de PP de um passo funciona normalmente dentro destas gamas de desempenho:
| Parâmetro | Intervalo típico |
|---|---|
| Temperatura de funcionamento | 180-220°C |
| Capacidade de produção | 5.000-10.000 contentores/hora |
| Espessura da folha | 0,3-1,5 mm |
| Conteúdo de enchimento | 0-60% CaCO₃ |
| Camadas | 3-5 camadas (co-extrusão) |
| Tempo de mudança de molde | 20-40 minutos |
| Consumo de energia | 0,25-0,35 kWh por lote de contentores |
O design da cavidade do molde e a eficiência do arrefecimento são os principais factores determinantes do rendimento do sistema. Com estações de molde servo-acionadas, é possível atingir tempos de ciclo inferiores a cinco segundos sem comprometer a precisão. Os sistemas de arrefecimento de ar, aquecimento de óleo e formação de vácuo funcionam perfeitamente em conjunto, resultando numa qualidade de peça que pode ser mantida de lote para lote.
Cenários de produção e espetro de aplicações
A flexibilidade da máquina de moldagem por extrusão de um passo estende-se a um vasto espetro de aplicações de embalagem. A sua capacidade de formar diferentes tipos de recipientes a partir de formulações de materiais variados torna-a um investimento valioso para produtores de média e grande escala.
Seguem-se alguns cenários de produção típicos:
-
Recipientes alimentares descartáveis para restaurantes de serviço rápido e takeaway.
-
Tabuleiros de supermercado para embalagem de carne fresca, marisco e fruta.
-
As caixas de pastelaria e os tabuleiros de padaria requerem um acabamento de superfície liso e camadas de contacto seguras para os alimentos.
-
Tabuleiros médicos e farmacêuticos, produzidos com automatização de nível de sala limpa.
-
Embalagem híbrida ecológica de amido + PP, destinada a mercados com regulamentação de produtos ecológicos.
Porque é que a abordagem de extrusão numa só fase é relevante para o ambiente
O processamento sustentável do plástico, para além da escolha dos materiais, envolve o consumo de energia, a produção de resíduos e a reciclabilidade do produto. Estes aspectos são diretamente apoiados pelo design de uma etapa. Uma vez que se trata de um sistema de configuração em várias fases, reduz drasticamente a perda de energia entre o aquecimento e a conformação, que pode representar uma parte muito grande do consumo nas linhas tradicionais. A redução do transporte de chapa semi-acabada significa menos desperdício mecânico, bem como refusão secundária.
Além disso, ao fabricar materiais PP biodegradáveis ou com enchimento, o controlo exato do calor impede o cisalhamento excessivo ou a decomposição pelo calor, uma parte importante na manutenção da resistência dos compostos ecológicos. Os fabricantes podem, assim, criar caixas que são simultaneamente resistentes e boas para o ambiente.
Considerações práticas sobre a configuração e o funcionamento
Embora o sistema de moldagem por extrusão numa só etapa ofereça vantagens significativas, a obtenção de resultados óptimos exige uma configuração cuidadosa do processo. Os operadores experientes concentram-se em vários parâmetros-chave:
-
Equilíbrio de temperatura: Manter as temperaturas de extrusão e do molde sincronizadas garante uma espessura de parede uniforme.
-
Nível de vácuo: Demasiado baixo e a definição da forma é prejudicada; demasiado alto e pode provocar o rasgamento de secções finas.
-
Taxa de arrefecimento: O arrefecimento rápido preserva a clareza dos produtos PP transparentes, enquanto o arrefecimento mais lento aumenta a resistência ao impacto.
-
Secagem do material: Especialmente crucial para compósitos à base de amido ou com enchimento, onde a humidade pode causar bolhas ou delaminação.
Estes conhecimentos operacionais sublinham que, apesar de a automatização tratar da maior parte do controlo de rotina, a experiência humana na otimização de processos continua a ser essencial para alcançar o melhor equilíbrio entre rendimento, qualidade e utilização de energia.
Adoção do mercado e vantagem competitiva
Nos últimos cinco anos, a Ásia e a Europa assistiram a uma rápida adoção das máquinas de moldagem por extrusão de um passo. A capacidade da máquina para trabalhar tanto com PP tradicional como com material biodegradável permite aos produtores ajustar as suas linhas de produtos de acordo com as necessidades do mercado e as mais recentes políticas ambientais. Na China, este tipo de sistema tem sido efetivamente utilizado por vários fabricantes para obterem as certificações QS (Qualidade e Segurança) e FDA a um ritmo mais rápido devido ao seu ambiente de processamento fechado e livre de contaminação.
Num ambiente competitivo em que a embalagem deve equilibrar desempenho, custo e sustentabilidade, o sistema de uma etapa oferece uma produção estável e de alta velocidade com baixa complexidade operacional, levando a vantagens decisivas. Trata-se de uma produção de grande volume que encontra o seu lugar nas cadeias de supermercados e nas indústrias de restauração, bem como nos sectores de embalagens ecológicas.
Perspectivas futuras: Integração com o fabrico inteligente
O desenvolvimento de equipamento de extrusão e conformação de um passo está a caminhar para uma maior digitalização e controlo inteligente. Na próxima série, haverá uma disposição para a afinação de processos assistida por IA, diagnósticos remotos e análise do consumo de energia. Isto permitirá ajustes preditivos - por exemplo, as temperaturas da matriz podem ser ajustadas automaticamente com base nas tendências de viscosidade, ou a pressão de formação pode ser ajustada com base no desvio da temperatura do molde.
Além disso, à medida que a ciência dos polímeros biodegradáveis avança, novos materiais como as misturas PLA-amido e as misturas PBAT alteradas alargarão a gama de correspondência destas máquinas. Este trabalho conjunto entre a criatividade do material e a máquina de processamento conduzirá ao futuro grupo de fabricantes de embalagens ecológicas.
A máquina de moldagem por extrusão de uma etapa apresenta uma sincronização de conceitos de engenharia de precisão, automação e sustentabilidade dentro da mais moderna tecnologia de moldagem de plásticos. Trata-se de um sistema em que a extrusão, a moldagem, a perfuração e o empilhamento são fundidos num processo coordenado; assim, as linhas de produção são reduzidas de tal forma que é possível impor elevados níveis de higiene e consistência. Além disso, funciona com PP, PP + compósitos de enchimento e materiais biodegradáveis, permitindo que os fabricantes visem diferentes mercados com simples alterações nas máquinas das suas fábricas.
À medida que a crescente procura de embalagens ecológicas aumenta, o processo de extrusão numa só etapa não só se torna um aumento de produtividade, como também uma solução tecnológica compatível com a nova ordem mundial: sustentabilidade no caminho para uma eficiência consciente no fabrico. Quer se trate da produção a alta velocidade de tabuleiros descartáveis para alimentos ou de lancheiras biodegradáveis, este sistema integrado estabeleceu-se como a tecnologia de moldagem mais avançada, prontamente disponível e economicamente viável.
